Các Thông Số Tối ưu Chế độ Cắt Gia Công Cơ Khí Cơ Bản
Có thể bạn quan tâm
Chế độ cắt gia công cơ khí là một trong những yếu tố quan trọng. Chọn chế độ cắt phù hợp giúp tiết kiệm thời gian tạo ra sản phẩm. Góp phần nâng cao chất lượng và độ chính xác chi tiết. Hơn nữa còn giúp quá trình chọn dao và phương pháp gia công thích hợp nhất.
1. Chế độ cắt gia công cơ khí là gì?
Chế độ cắt gia công cơ khí là xác định, tìm các chỉ số của chiều sâu cắt (t), số lần chạy dao, lượng chạy dao (s), tốc độ cắt (v) và công suất cần thiết (N) trong điều kiện gia công nhất định.
 Chế độ cắt gia công cơ khí
Chế độ cắt gia công cơ khí
2. Các yếu tố ảnh hưởng đến chế độ cắt gia công cơ khí
Một số yếu tố ảnh hưởng chế độ cắt là:
- Thành phần hóa học của vật liệu
- Phương pháp sản xuất
- Gia công nhiệt
- Độ lớn của hạt và mạng lưới tinh thể
- Vật liệu và thông số hình học của dao
- Khả năng công nghệ của máy
- Điều kiện gá, kẹp chặt chi tiết
- Phương pháp gia công
- Phương pháp giải nhiệt của quá trình gia công
- Vật liệu gia công cơ khí
- …
Các nhân tố trên ảnh hưởng một cách tương quan đến nhau về chế độ cắt và không thể đánh giá một cách độc lập. Ngoài ra chế độ cắt còn phụ thuộc vào phương pháp gia công, loại vật liệu dao, thông số hình học, kẹp chặt chi tiết,… Vì vậy chế độ cắt thương phức tạp, được chọn theo kinh nghiệm và sử dụng các công thức thực nghiệm để tính toán chế độ cắt.
3. Các thông số cơ bản tính chế độ cắt gia công cơ khí
6 thông số xác định chế độ cắt trong cơ khí thường được sử dụng đó là:
Chiều sâu cắt (t) – (mm)
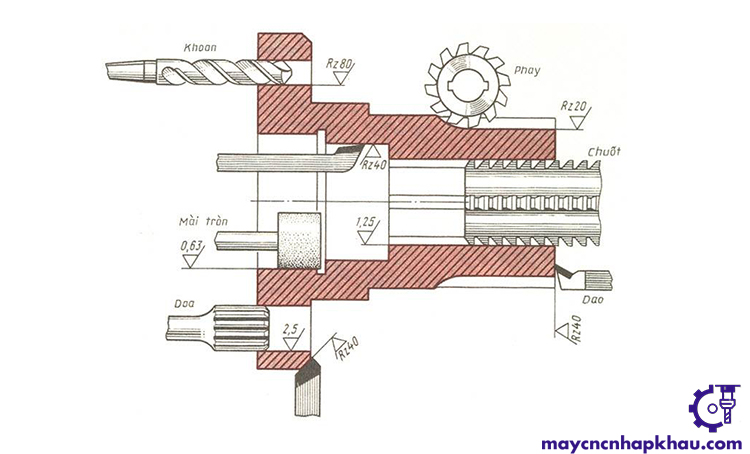
Là khoảng cách giữa các bề mặt đang và đã gia công. Đo theo chiều vuông góc với bề mặt đã gia công.
Lượng chạy dao (s) – (mm)
Là khoảng cách dịch chuyển của dao trên vòng quay của phôi. Hoặc là khoảng dịch chuyển của phôi sau một vòng của dao.
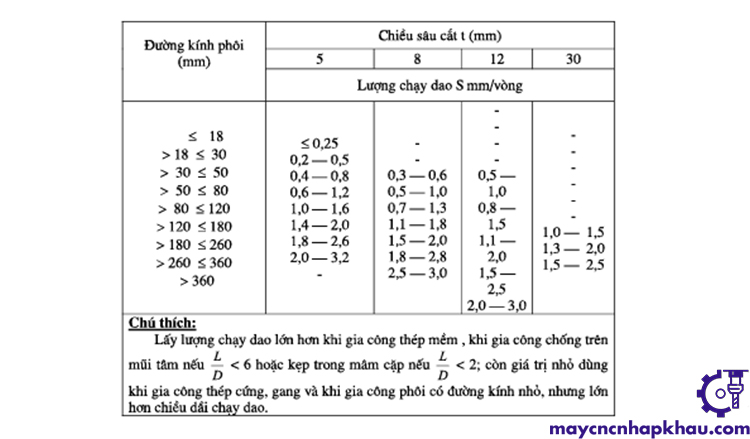
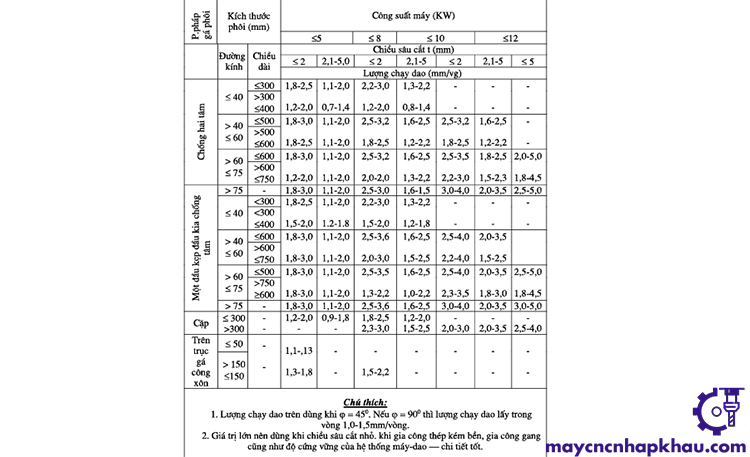
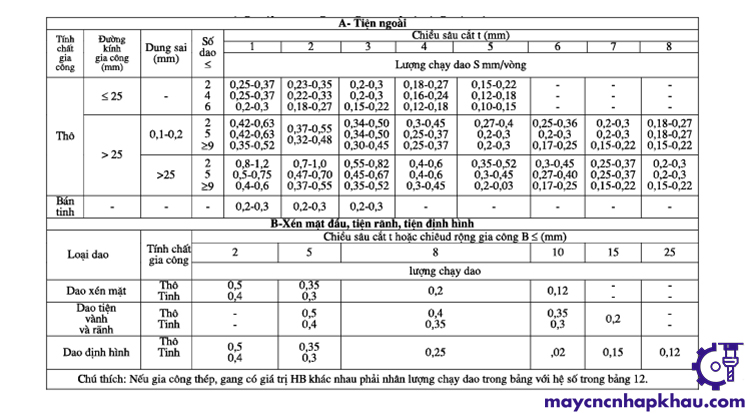
Lượng chạy dao tiện thô mặt ngoài và tiện cắt đứt bằng dao thép gió, dao hợp kim cứng
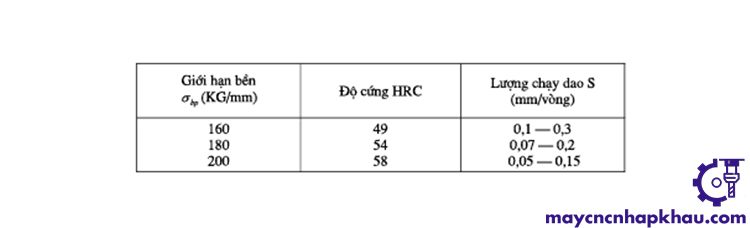
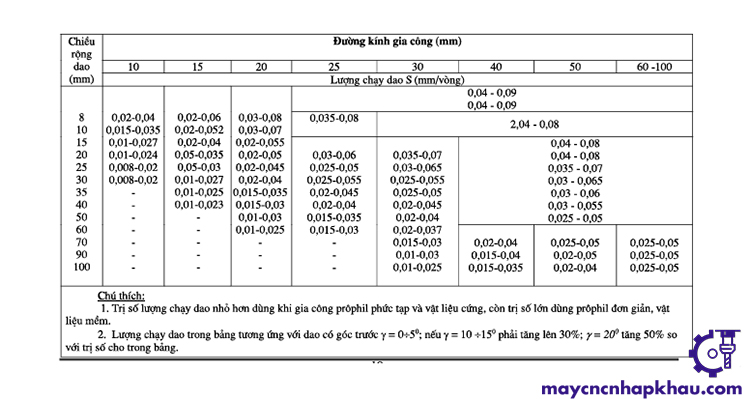
Lượng chạy dao khi tiện bằng dao hợp kim cứng
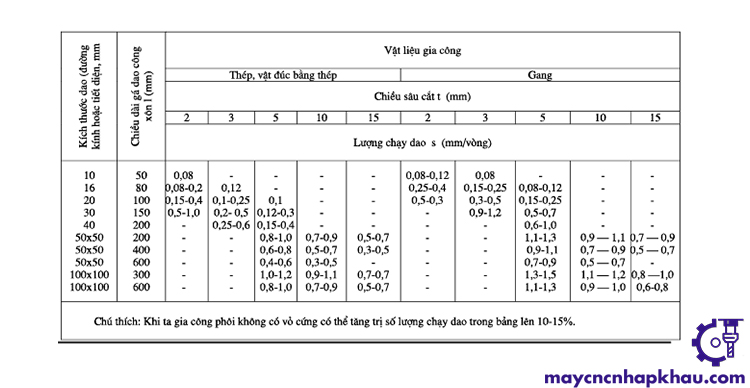 Lượng chạy dao khi tiện thô lỗ trên máy tiện
Lượng chạy dao khi tiện thô lỗ trên máy tiện
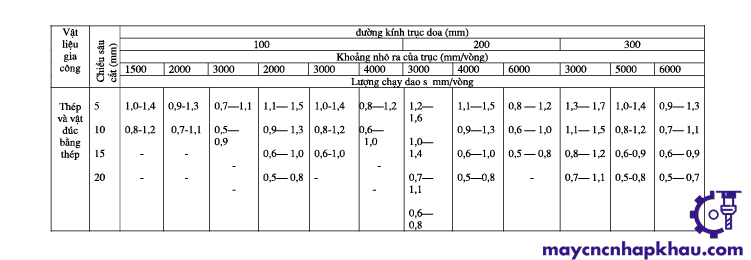
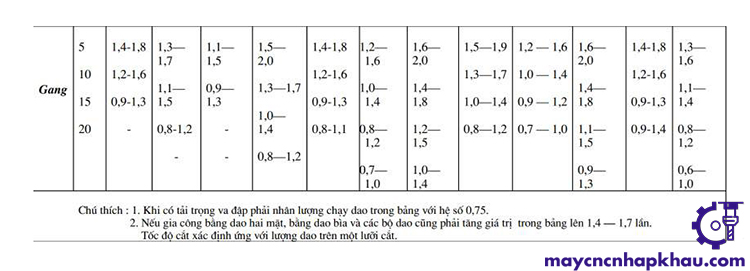
Lượng chạy dao khi tiện thô lỗ trên máy doa
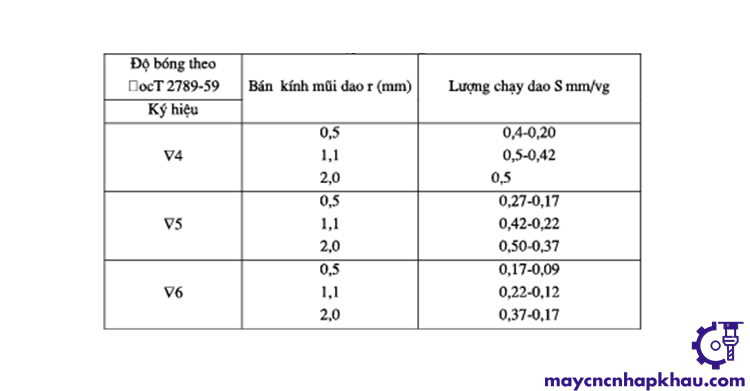
Lượng chạy dao tiện thép và gang bằng dao tiện có lưỡi dao cắt phụ
Lượng chạy dao tiện ngoài hợp kim đồng đúc bằng dao tiện hợp kim cứng
 Lượng chạy dao tiện định hình trên máy tự động
Lượng chạy dao tiện định hình trên máy tự động
 Lượng chạy dao khi gia công định hình trên máy tự động một trục nhiều dao
Lượng chạy dao khi gia công định hình trên máy tự động một trục nhiều dao
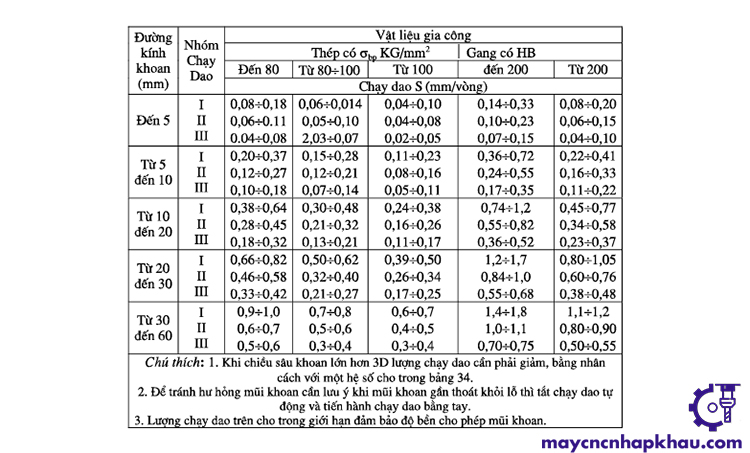
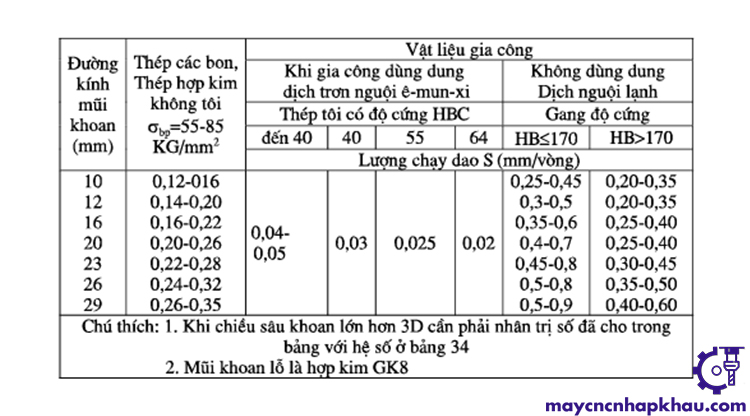
Lượng chạy dao khi khoan bằng mũi khoan mài côn kép
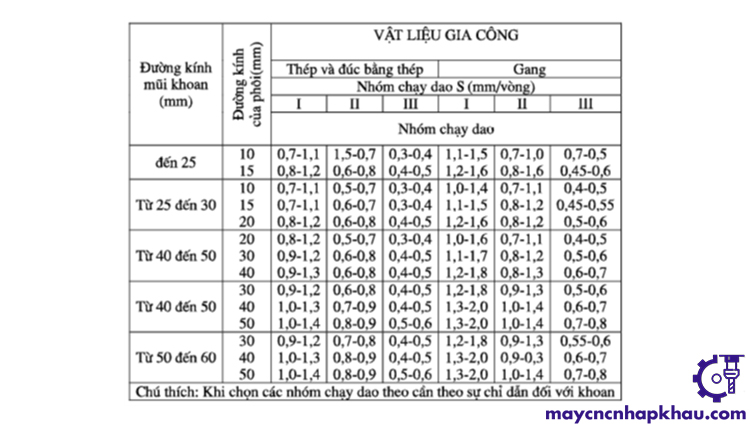
Lượng chạy dao khoan rộng lỗ bằng mũi khoan mài côn kép
Lượng chạy dao khi khoan rộng lỗ bằng mũi khoan hợp kim cứng
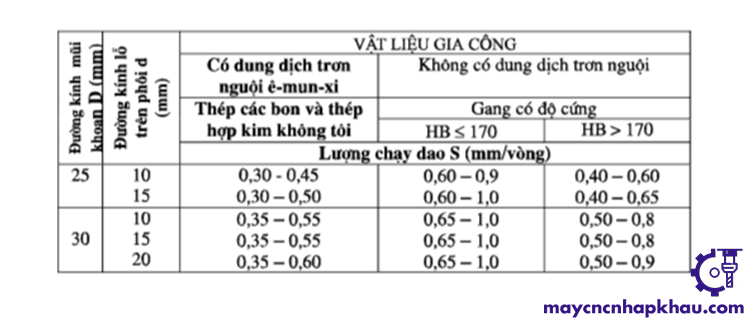
Lượng chạy dao khi khoan bằng mũi khoan hợp kim cứng
Chiều rộng của phôi b – (mm)
Là khoảng cách giữa các bề mặt đang và đã gia công đo theo mặt cắt.
Chiều dày phôi a – (mm)
Là khoảng cách giữa hai vị trí liên tiếp của mặt cắt sau một vòng quay của phôi hay sau một lần chạy dao. Đo theo phương vuông góc với chiều rộng phôi.
Diện tích phôi f (mm2)
Là chiều sâu cắt (t) và lượng chạy dao (S), hoặc chiều rộng phôi (b) với chiều dày (a): f = ts = ba
Tốc độ cắt V – (m/ph)
Là đoạn đường dịch chuyển của lưỡi cắt đối với mặt đang gia công trong một đơn vị thời gian.
Chế độ cắt gia công phụ thuộc vào rất nhiều yếu tố, đồng thời phương pháp và thông số gia công cũng khác nhau. Chính vì vậy, việc lựa chọn thông số cắt khi gia công một cách kỹ lưỡng mà điều cần phải hết sức lưu ý.
4. Các phương pháp tính toán chế độ cắt gia công cơ khí
Trong gia công cơ khí nói chung và gia công cơ khí CNC nói riêng, việc tính toán chế độ cắt là vô cùng quan trọng. Các số liệu cần chính xác để tạo ra sản phẩm đảm bảo chất lượng cao như mong đợi.
Chế độ cắt khi tiện và phay
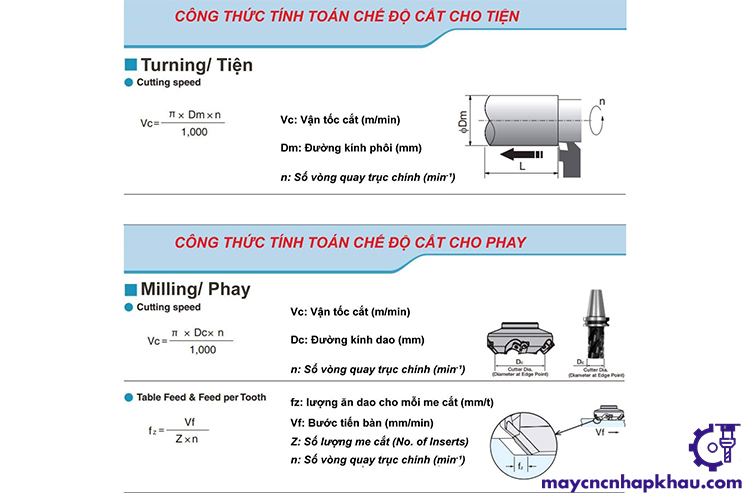
Công thức tính chế độ cắt cho tiện và phay
Chế độ cắt khi khoan và taro
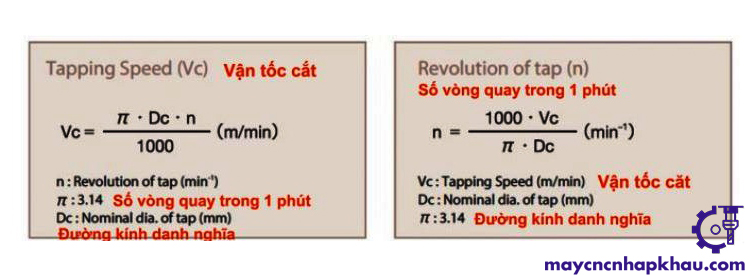
Công thức tính chế độ cắt cho khoan và taro
5. Chọn thông số chế độ cắt trong gia công cơ khí như thế nào hiệu quả?
Để chọn chế độ cắt hợp lý cần đảm bảo các yếu tố sau:
- Chọn đúng kết cấu dao
- Chọn đúng thông số hình học phần cắt, vật liệu
- Chọn đúng phương pháp mài sắc, mài bóng
- Xác định đúng cách gá đặt, kẹp chặt dao và phôi
Chế độ cắt được tính cho một số vật liệu chuẩn, ứng với một số điều kiện nhất định nào đó. Còn hầu hết các vật liệu khác được tính nhờ các hệ số gia công thực nghiệm.
Nguyên nhân là do trong ngành chế tạo máy có rất nhiều loại vật liệu khác nhau, có thành phần, cấu trúc, độ cứng không giống nhau. Vì vậy để đưa ra một công thức tính chung nhất cho tất cả các loại vật liệu là điều không thể.
6. Một số lưu ý khi sử dụng chế độ cắt gia công cơ khí
- Ta không thể đưa ra một công thức cụ thể để tính độ cắt cho từng loại vật liệu, bởi nhiều loại vật liệu có thành phần, cấu trúc và độ cứng không giống nhau.
Vì vậy chế độ cắt được tính cho một số loại vật liệu chuẩn, ứng với một số điều kiện nhất định nào đó. Còn các vật liệu khác được tính nhờ các hệ số gia công thực nghiệm.
- Phải vạch rõ những yêu cầu chính xác về kích thước, hình dáng, độ bóng bề mặt sau gia công, đặc trưng vật liệu sản phẩm và trạng thái cơ tính, lớp bề mặt phôi khi sử dụng chế độ cắt gia công cơ khí trên bản vẽ. Nhằm giúp hiểu rõ sản phẩm gia công và gia công một cách chuẩn xác nhất.
Chế độ cắt là một trong những yếu tố quan trọng ảnh hưởng đến thời gian gia công cũng như chất lượng sản phẩm. Để có thể chọn chế độ cắt trong cơ khí phù hợp, bạn cần hiểu rõ định nghĩa và cách sử dụng các thông số trong các trường hợp cụ thể.
Hãy nhấn theo dõi trang Máy CNC nhập khẩu để theo dõi và cập nhật những thông tin mới nhất về các loại máy CNC. Cũng như các kiến thức gia công hữu ích.
Từ khóa » Các Chế độ Cắt Khi Phay Cnc
-
Thông Số Tối ưu Chế độ Cắt Khi Phay, Tiện Trong Gia Công Cơ Khí Chế Tạo
-
Tính Toán Chế độ Cắt Cơ Bản Trong Gia Công Phay | Việt Machine
-
TỐI ƯU CHẾ ĐỘ CẮT TRONG GIA CÔNG PHAY CNC | Cơ Khí Chính ...
-
Bảng Chế độ Cắt Của Dao Phay Cho Mọi Người Tham Khảo
-
Chế độ Cắt Khi Phay, Tiện Tối ưu Trong Gia Công Cơ Khí Chế Tạo - GBTech
-
Tính Toán Các Thông Số Trong Chế độ Cắt Cho Quá Trình Gia ...
-
Thông Số Tối Ưu Chế Độ Cắt Khi Phay & Tiện Trong Gia Công Cơ Khí
-
Cách Tính Tốc độ Cắt Khi Phay CNC
-
Tốc độ Cắt Khi Phay CNC được Tính Toán Như Thế Nào? - VCC MOLDS
-
Các Yếu Tố Của Chế độ Cắt Khi Phay - Lập Trình CNC
-
Phần Mềm Tính Chế độ Cắt Khi Phay - CNC3DS
-
Chọn Chế độ Cắt Khi Phay - Phần Mềm Kỹ Thuật
-
Chế Độ Cắt Trong Gia Công Cơ Khí, Các Thông Số Cơ Bản Cần ...