Căn Chỉnh Tốc độ Rút Nhựa Trong In 3D - Retraction Calibration
Có thể bạn quan tâm
Đã được đăng vào 19/10/2020 @ 17:36
Căn chỉnh tốc độ rút nhựa trong in 3D – Retraction Calibration Mục lục hiện Căn chỉnh tốc độ rút nhựa trong in 3D – Retraction Calibration Retraction là gì? Khoảng cách rút lại – Retraction distance Tốc độ rút lại – Retraction speed Khoảng cách di chuyển tối thiểu – Minimum travel distance Nhiệt độ in của vòi phun – Printing Temperature **** FILE TEST RETRACTION: DOWNLOADTrong bài viết này, chúng ta sẽ học cách điều chỉnh tốc độ rút nhựa (Retraction) của máy in 3D nhằm loại bỏ hoàn toàn các sợi tơ nhựa (Hay còn gọi vui là Tơ nhện hoặc Dây tóc).
Tại sao tính năng retraction được sử dụng và cách cài đặt retraction để tạo ra bản in hoàn hảo.
Thống nhất từ giờ gọi quá trình rút nhựa là retraction cho đỡ hiểu nhầm nhé :)).
Cách làm có thể tham khảo Video dưới đây nhé:
Retraction là gì?
Khi đầu in di chuyển giữa hai điểm, nhựa in thừa được nung nóng và chảy ra từ vòi phun.
Tuy nhiên, điều này có thể tạo thành các sợi nhựa mảnh hoặc đốm nhỏ trên bề mặt bản in của bạn.
Một trong các cách để loại bỏ vấn đề này là bật tính năng retraction trong phần mềm – Bài viết này mình dùng Cura nhé.
Cài đặt retraction sẽ yêu cầu máy đùn (Extruder) kéo một đoạn nhựa có chiều dài dài nhất định của sợi nhựa (Filament) trở lại vòi phun với tốc độ xác định.
Khi vật liệu tạm thời được rút ra khỏi vòi phun, khả năng nhựa thừa chảy ra sẽ ít hơn nhiều.
Với cài đặt retraction được điều chỉnh hoàn hảo, bạn sẽ không thấy bất kỳ tơ nhện hoặc thậm chí là đốm nhựa xuất hiện trên bề mặt bản in nữa.
Tốc độ rút lại (Retraction speed) của máy in 3D là một trong ba cài đặt retraction chính.
Nó xác định tốc độ mà máy đùn (Extruder) rút sợi nhựa (Filament).
Tuy nhiên, trước khi thảo luận thêm về nó chúng ta nên xem xét khoảng cách rút lại (Retraction distance).
Cuối cùng, chúng ta cũng sẽ nói về khoảng cách di chuyển tối thiểu (Minimum travel distance).
Xem thêm:
- Sơn và làm nhẵn bề mặt mẫu in 3D
- Keo Dán Nhựa Dùng Cho Mô Hình In 3D
Khoảng cách rút lại – Retraction distance
Khoảng cách rút lại (Retraction Distance) của máy in 3D xác định bằng chiều dài của đoạn sợi nhựa (Filament) được thu lại bởi động cơ máy đùn (Extruder).
Khoảng cách này càng dài thì sợi nhựa (Filament) càng bị kéo ra xa vòi phun.
Nếu khoảng cách này được đặt quá thấp, sợi nhựa (Filament) vẫn có thể chảy ra từ vòi phun.
Nếu đặt quá cao, sợi nhựa (Filament) sẽ bị kéo lùi quá xa.
Đặt khoảng cách rút lại (Retraction Distance) quá lớn không hề tốt chút nào vì sợi nhựa (Filament) có thể mất nhiều thời gian để bắt đầu đùn lại ra khỏi vòi phun.
Nó cũng có thể gây tắc nghẽn vòi phun và ống phun (Teflon).
Theo quy tắc chung, không chọn khoảng cách rút lại (Retraction Distance) lớn hơn chiều dài của vòi phun của bạn.
Nhiều máy in sử dụng khoảng cách rút từ 2 đến 7 mm.
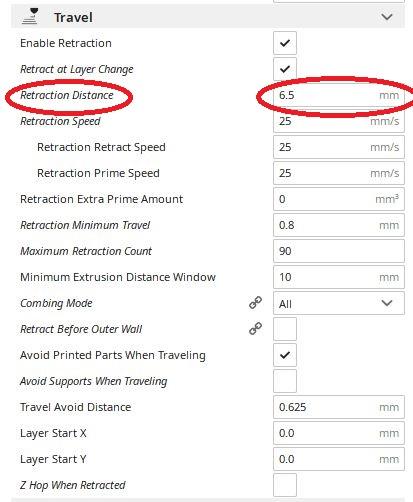
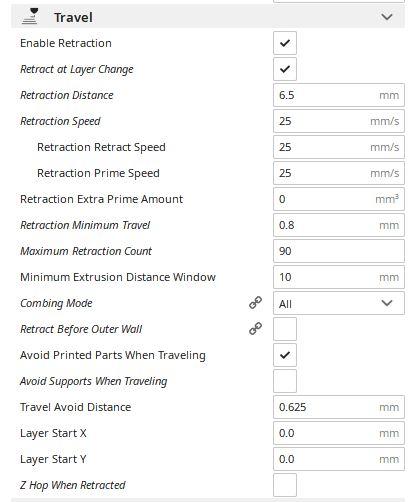
Điều chỉnh cài đặt này theo gia số 1 mm cho đến khi bạn chọn được khoảng cách phù hợp với máy in của bạn. Như ảnh trên, mình chọn khoảng cách 6.5mm.
- Chú ý: Máy mình sử dụng trong bài viết này là Ender 3 – Pro. Máy dùng loại máy đùn (Extruder) gián tiếp. Một số máy in 3D sử dụng máy đùn (Extruder) trực tiếp nên thông số sẽ khác nhé. Cách phân biệt máy đùn (Extruder) gián tiếp và trực tiếp các bạn xem ở dưới dây:

Tốc độ rút lại – Retraction speed

Tốc độ rút lại (Retraction speed) của máy in 3D là tốc độ mà máy đùn (Extruder) rút sợi nhựa (Filament).
Nếu quá chậm, sợi nhựa (Filament) sẽ có thời gian để rỉ ra khỏi vòi tạo ra các sợi tơ nhện và đốm nhựa trên bề mặt vật thể.
Nếu quá nhanh, sẽ có độ trễ trước khi vật liệu bắt đầu đùn trở lại.
Thông thường, tốc độ rút lại (Retraction speed) mặc định của phần mềm Cura hoạt động khá tốt.
Nếu không, hãy điều chỉnh cài đặt này với gia số 5 mm / s cho đến khi đạt được tốc độ thích hợp.
Như ảnh trên, mình chọn tốc độ rút lại (Retraction speed) là 25 mm/s.
Thông số của mình là cho máy Ender 3 – Pro, máy đùn (Extruder) gián tiếp.
Khoảng cách di chuyển tối thiểu – Minimum travel distance
Khoảng cách di chuyển tối thiểu (Minimum travel distance) xác định khoảng cách tối thiểu cần thiết để cho phép rút lại (retraction).
Ví dụ: Nếu được đặt thành 2 mm, máy đùn (Extruder) sẽ không rút lại sợi nhựa (Filament) nếu đầu in chỉ di chuyển 1,2 mm.
Nếu bạn đang gặp khó khăn với các sợi tơ kéo dài khoảng cách ngắn, bạn nên giảm khoảng cách này.
Bắt đầu với khoảng cách di chuyển tối thiểu (Minimum travel distance) là 1 mm và điều chỉnh theo khoảng tăng 0,5 mm cho đến khi bạn tìm thấy khoảng cách phù hợp với máy in của bạn.
Đảm bảo không đặt giá trị này quá thấp.
Làm như vậy có thể khiến máy đùn (Extruder) nghiền nát sợi nhựa (Filament) khi đẩy và kéo quá mức.
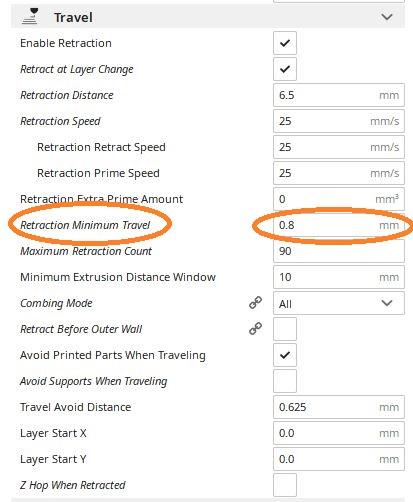
Như ảnh trên, mình chọn khoảng cách di chuyển tối thiểu (Minimum travel distance) là 0.8 mm/s.
Thông số của mình là cho máy Ender 3 – Pro, máy đùn (Extruder) gián tiếp.
Nhiệt độ in của vòi phun – Printing Temperature
Nhiệt độ của vòi phun khi in là Vô cùng quan trọng.
Nếu in nhiệt cao quá sẽ sinh ra rất nhiều tơ nhện và đốm nhựa trên bề mặt vật thể.
Nếu nhiệt thấp quá sẽ bị tách lớp giữa các lớp nhựa in.
Cái này bạn phải đánh đổi, nếu muốn vật thể chắc chắn thì để nhiệt cao nhưng sẽ sinh ra nhiều tơ nhện ->> Bề mặt in ra không đẹp và ngược lại.

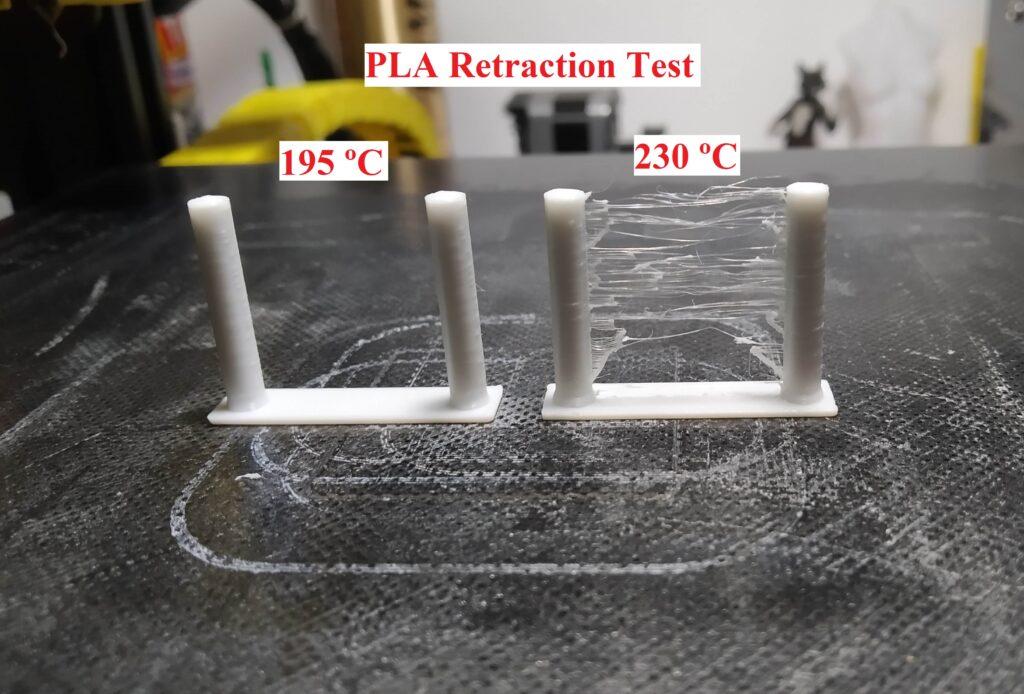
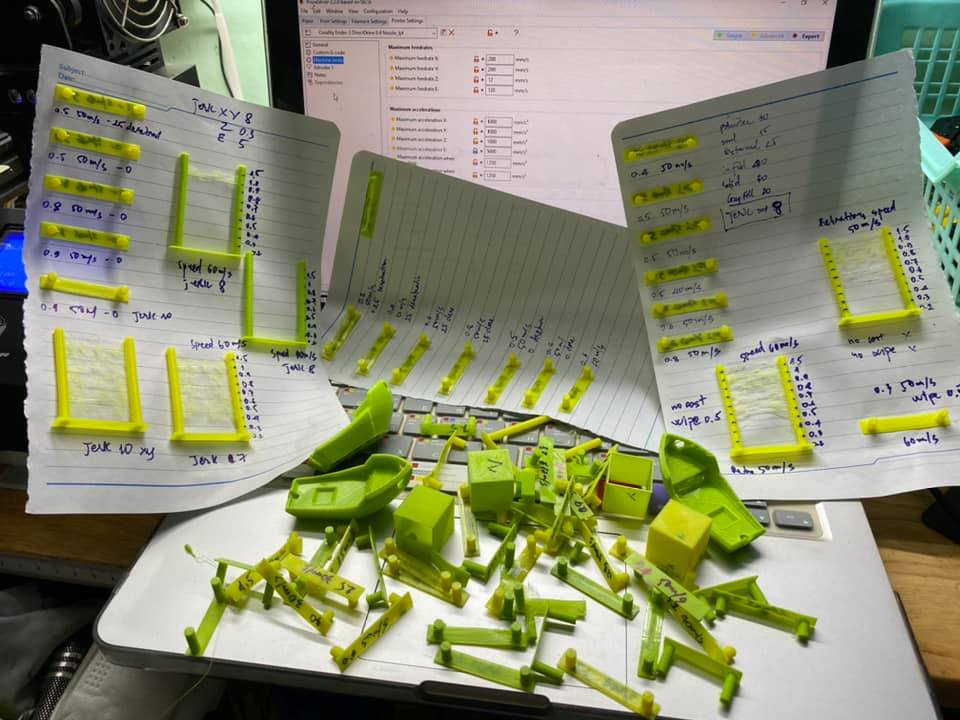
Dưới đây là hình ảnh thực thế khi cài đặt theo các thông số trên, tuy nhiên in bằng 2 nhiệt độ khác nhau (195 độ C và 230 độ C).
Nhựa in PLA thuần.
Tổng kết thông số cài đặt trên Cura (Version 4.6.1):

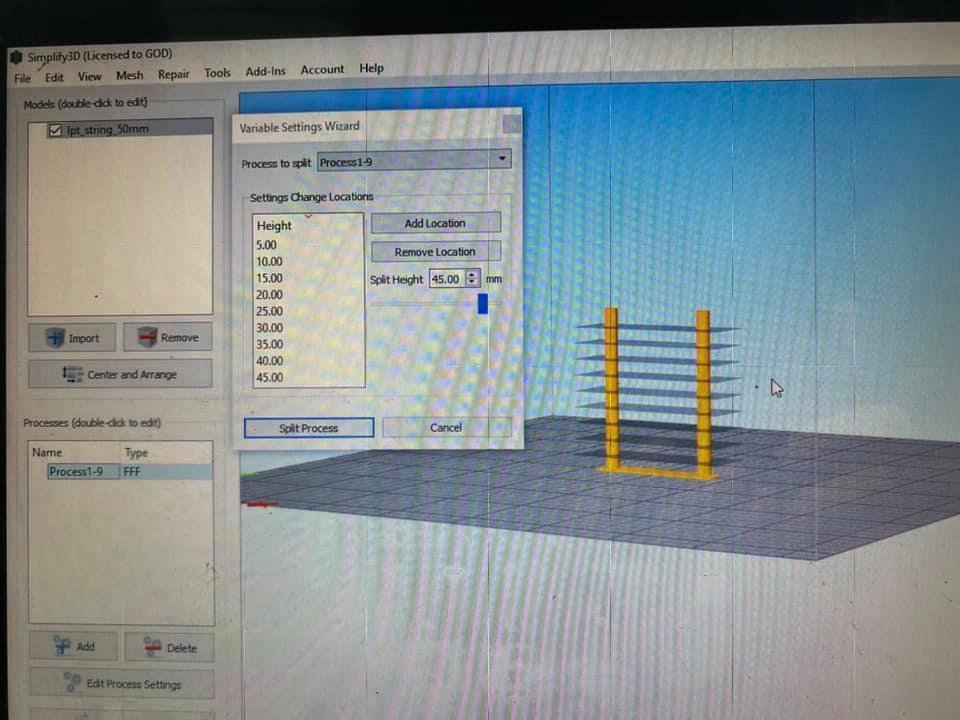
**** FILE TEST RETRACTION: DOWNLOAD
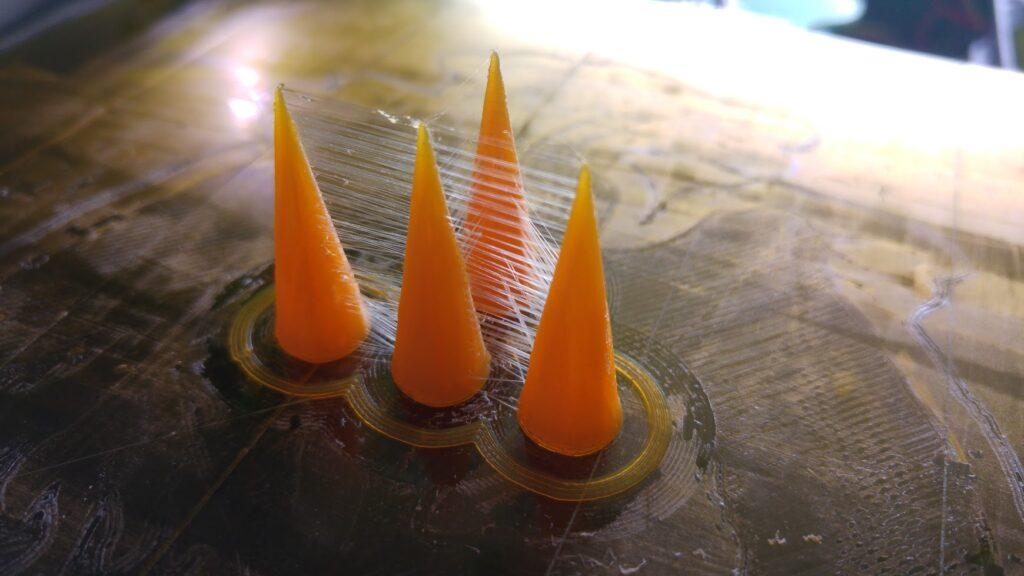
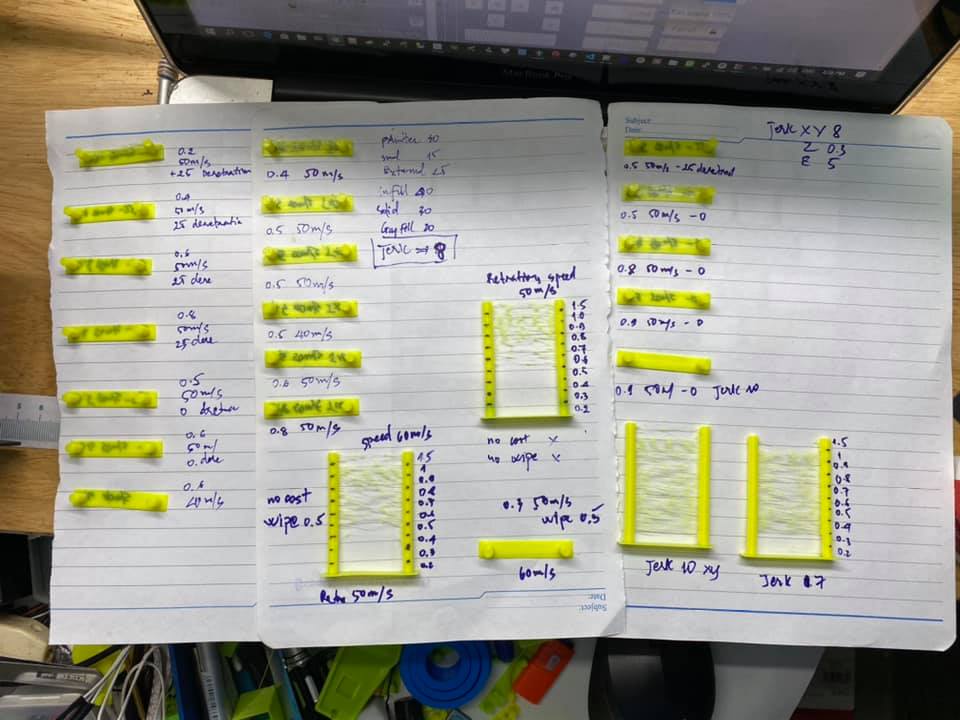
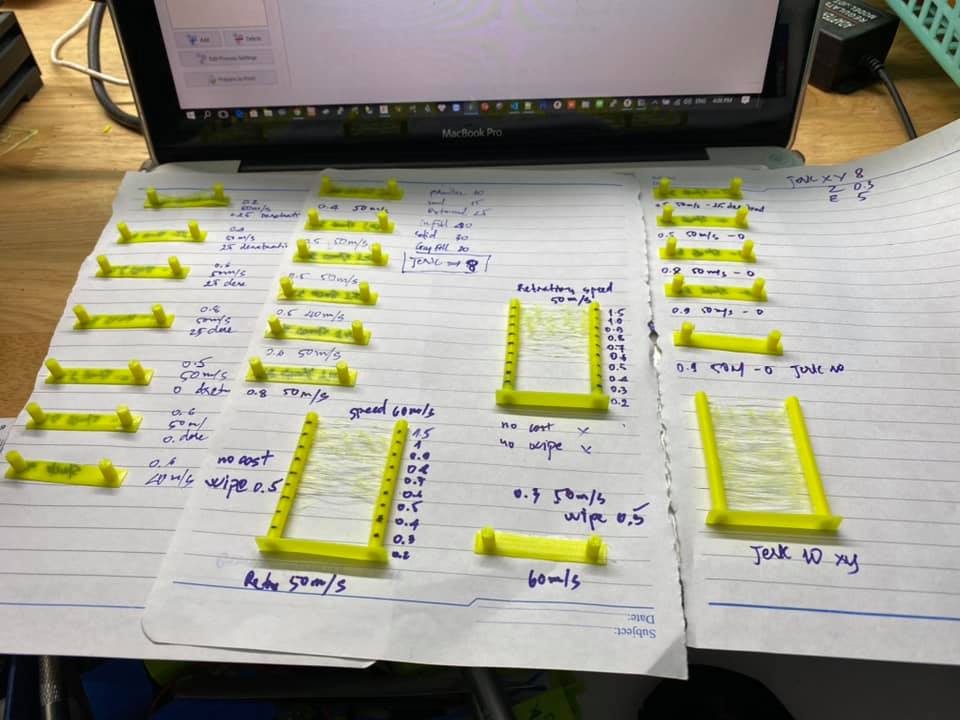
Quá trình test thử và lỗi – Ảnh này mượn anh Trung Betta


CHÚC CÁC BẠN THÀNH CÔNG!!!
5/5 - (2 bình chọn)- Chia sẻ lên Facebook
- Chia sẻ lên Twitter
- Chia sẻ lên LinkedIn
Từ khóa » Tốc độ In 3d
-
Máy In 3D Nhanh Tốc độ Cao - AIE
-
Tăng độ Chính Xác Của Mẫu In 3D Như Thế Nào? - BLOGIN3D
-
Kỹ Thuật Giúp Tăng Tốc độ In 3D Gấp 50 Lần - VnExpress
-
Những Vấn đề ảnh Hưởng Chất Lượng IN 3D Và Cách Khắc Phục
-
Hướng Dẫn Tăng độ Chính Xác Của Mẫu In 3D - Sửa Máy In
-
Khái Niệm Cơ Bản Về In 3D: Cách Tăng Tốc độ In Của Bạn
-
Tốc độ Và Khoảng Cách 3D
-
Máy In 3D Đà Nẵng - Test Máy ở Tốc độ Cao - YouTube
-
Máy In 3D SLA - Tốc độ In Rất Nhanh - Kích Thước KHỦNG - YouTube
-
Căn Chỉnh Tốc độ Rút Nhựa Trong In 3D – Retraction Calibration
-
Máy In 3D Tốc Độ Cao Độ Chính Xác Cao Tính Ổn Định Cao Hiệu ...
-
Anker Làm Máy In 3D Tốc độ Cao, Có Cả Camera AI Giám Sát Hoạt ...
-
Máy In 3D Delta Tốc độ Cao Giá Rẻ 3Dmax D250
-
Nhựa PETG, In 3D Với Thông Số Nào Là Tối ưu Nhất?
-
Điều Chỉnh Cài đặt Máy In 3D - Một Chút Thay đổi Nhiệt Và Tốc độ
-
Tải Xuống APK Đấu Trường Đua Xe: Tốc Độ 3D Cho Android
-
Các Khái Niệm Cơ Bản Trong In 3D - 3DThinking
-
Tủ Nhựa đài Loan In 3D Giá Rẻ Freeship Tốc độ | Shopee Việt Nam