Cơ Cấu đặt Trưng Của Máy Phay CNC | Technicalvn
Có thể bạn quan tâm
Nội dung bài viết
- 1/ Hệ thống kẹp và tháo dụng cụ tự động của máy phay CNC
- 2/ Hệ thống đường dẫn hướng trong máy phay CNC
- 3/ Hệ thống thay dao tự động của máy phay CNC
- 4/ Hệ thống gá kẹp chi tiết gia công
1/ Hệ thống kẹp và tháo dụng cụ tự động của máy phay CNC
Hệ thống kẹp và tháo dụng cụ của máy phay CNC được tích hợp trên trục chính với nguồn năng lượng tháo dụng cụ là khí nén và khép chặt bằng hệ thống lò xo đĩa.
Trình tự tháo lỏng dụng cụ được thực hiện như sau: khí nén đi vào phía trên xylanh đẩy piston chuyển động đi xuống , thông qua trục kẹp ép lò xo đĩa làm mỏ kẹp mở ra và đẩy dụng cụ ra khỏi trục chính , đồng thời khí nén được thổi qua tâm trục kẹp làm sạch bề mặt gá kẹp.
Trình tự kẹp chặt dụng cụ được thực hiện như sau: dụng cụ được cài đặt đúng vị trí trong trục chính, khí nén được đưa vào phía dưới của xylanh đẩy piston đi lên, hệ thống lò xo đĩa đẩy trục kẹp đi lên, kéo hệ thống mỏ kẹp chuyển động đi theo lên trên, khi nó gặp gờ chặn thì các mỏ kẹp kẹp chặt đuôi của dụng cụ kéo lên phía trên.

2/ Hệ thống đường dẫn hướng trong máy phay CNC
Trong các máy phay CNC đường dẫn hướng được ưu tiên sử dụng các cặp ma sát lăn được Modun hóa và tiêu chuẩn hóa nhằm tăng khả năng dịch chỉnh nhỏ, chính xác, tránh được hiện tượng trượt kiểu bước nhảy.
3/ Hệ thống thay dao tự động của máy phay CNC
Trong các máy phay điều khiển số và các trung tâm gia công có khí hiện nay thì hệ thống thay dao có hai dạng cơ bản là : ổ chứa dao kết hợp với tay kẹp dụng cụ kép và ổ chứa dao tự hành
- Dạng thứ nhất: Hệ thống thay dao có ổ chứ dao kết hợp với tay kẹp dụng cụ kép, khi chương trình điều khiển số NC gọi một dụng cụ mới thì bộ điều khiển CNC điều khiển ổ chứa dao quay , đưa dụng cụ được gọi vào vị trí sẵn sàng thay dao đồng thời điều khiển cụm trục chính chuyển động lùi về vị trí thay dao, tay kẹp dụng cụ quay 90o đồng thời kẹp cả hai dụng cụ trên trục chính và trên ổ chứa dao, quá trình tháo 2 dao thực hiện bởi sự phối hợp của hệ thống tháo lỏng dụng cụ khi tay kẹp đi xuống, sau đó tay kẹp quay 180o đổi vị trí hai dụng cụ, rồi chuyển động đi lên đưa 2 dụng cụ vào ổ trục chính và ổ chứa dao.

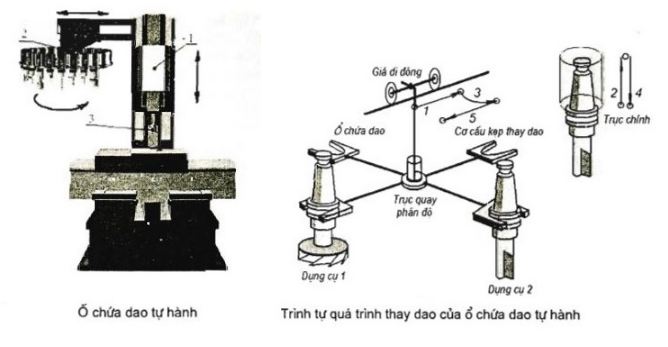
- Dạng thứ hai: ổ chứa dao tự hành, khi chương trình điều khiển số gọi một dụng cụ thì bộ điều khiển CNC điều khiển cụm trục chính chuyển động về mặt phẳng thay dao, đồng thời ở chứa dao chuyển động tịnh tiến hướng vào cụm trục chính kẹp dụng cụ cần được thay trên trục chính. Hệ thống kẹp dụng cụ trong trục chính được điều khiển tháo lỏng, trục chính chuyển động đi lên tháo hoàn toàn dụng cụ khỏi cụm trục chính. Ổ chứa dao quay, đưa dụng cụ được gọi bởi chương trình NC vào vị trí thay dao nằm dưới trục chính, khi đó trục chính chuyển động đi xuống kẹp chặt dụng cụ và ổ chứa dao tịnh tiến lùi về vị trí ban đầu.
Hình ảnh minh họa :
4/ Hệ thống gá kẹp chi tiết gia công
Trên máy phay điều khiển só thông thường sử dụng các thiết bị kẹp như :
- Thiết bị kẹp cơ khí (gồm đòn kẹp, gối đỡ, bulông kẹp đầu chữ T).
- Êtô : êtô kẹp bằng tay và êtô thủy lực có lực kẹp điều chỉnh được (có tự định tâm hoặc không tự định tâm).
- Bàn Quay có 2 vị trí gá kẹp
- Gá kẹp modun
Trên các trung tâm gia công hiện đại kết hợp việc sử dụng robot để tự động hóa các quá trình gá đặt, kẹp chặt cũng như tháo chi tiết sau khi gia công. Điểm không của máy phay điều khiển số M thường được các nhà sản xuất đặt trước thông thường là điểm phía trên, bên trái, khí trước của gá kẹp và là điểm cố định. Điểm không của chi tiết W thì do người dùng quy định , ưu tiên điểm phía trên, bên trái , mặt trước của chi tiết.

Từ khóa » Hệ Thống Khí Nén Trong Máy Cnc
-
Máy Nén Khí Phục Vụ Các Máy CNC - Bơm Màng
-
Kết Cấu Máy CNC Và Nơi Cần Thiết Có Thủy Lực, Bôi Trơn Và Khí Nén
-
Máy Nén Khí Cho Máy Cắt Laser, CNC
-
Kết Cấu Máy CNC Và Nơi Cần Thiết Có Thuỷ Lực Bôi Trơn Và Khí Nén
-
Máy Nén Khí Cho Dây Chuyền Sản Xuất Cơ Khí Sử Dụng Máy CNC
-
Hệ Thống điều Khiển Bằng Khí Nén Như Thế Nào? - Tổng Kho Valve
-
Hệ Thống Máy Nén Khí - Kỹ Thuật Chế Tạo
-
Ưu Nhược điểm Của Hệ Thống Khí Nén - KT Kikai
-
Các Thiết Bị Quan Trọng Trong Hệ Thống Khí Nén
-
Kết Cấu Máy CNC Và Nơi Cần Thiết Có Thuỷ Lực, Bôi Trơn Và Khí Nén
-
Đo Kiểm Và Phân Tích Hệ Thống Khí Nén Là Gì? Quan Trọng Không?
-
Hướng Dẫn Lựa Chọn Máy Nen Khí | Công Ty TNHH Thiết Bị YORI
-
Khí Nén Và ứng Dụng | Việt Machine