Đồ Gá Phay Là Gì? Kiến Thức Không Thể Bỏ Qua Về Đồ Gá Phay

- Kiến Thức
- Phay CNC
- Tiện CNC
1. Định nghĩa đồ gá phay
Tất cả các loại đồ gá để gia công chi tiết trên máy phay đều gọi là đồ gá phay. Đồ gá phay cũng được cấu tạo bởi các bộ phận định vị, bộ phận kẹp chặt, bộ phận dẫn hướng, vỏ đồ gá ngoài ra còn có một số chi tiết đặc biệt như chốt định hướng, cữ so dao, căn so dao.
- Vỏ đồ gá phay cần có kích thước lớn vì lực cắt lớn quá trình cắt gây xung lực.
- Đồ gá phay có thể phân ra thành các loại: Đồ gá phay một chi tiết hay nhiều chi tiết, tiến dao thẳng hay tiến dao vòng, hoặc tiến dao theo một đường cong chép hình.
2. Các chỉ tiết đặc biệt của đồ gá phay (hình 1.30):
a. Cữ dao:
Cữ dao dùng để xác định vị trí của dao so với chi tiết gia công. Có nhiều loại cữ dao:- Cữ dao phẳng: Dùng để xác định vị trí của dao phay so với chi tiết gia công theo một phương xác định,
- Cữ dao góc: Dùng để xác định vị trí của dao phay so với chi tiết gia công theo hai phương.
- Cữ dao góc vuông: Để xác định vị trí của đao phay định hình.

b. Căn so dao:
Căn so dao là chi tiết trung gian giữa dao phay trong quá trình so dao. Có hai loại căn so dao: – Căn phẳng (hình 1.31a) – Căn đũa (hình l.31b)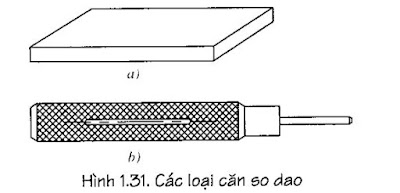
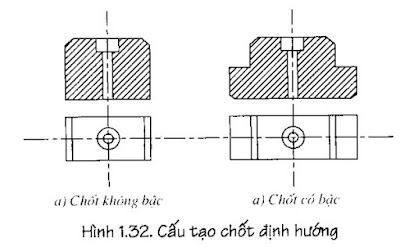
c. Chốt định hướng (hình 1.32):
Chốt định hướng có tác dụng định hướng cho đồ gá phay chuyển động vuông góc với trục dao hoặc điều chỉnh cho đồ gá luôn thẳng tâm với rãnh chữ T. Chốt định hướng có hai loại:- Loại chốt có bậc.
- Loại chốt không có bậc.
3. Đồ gá phay điển hình:
* Đồ gá phay đuôi ta-rô.
a. Cấu tạo và nguyên lí làm việc:
Thân đồ gá (1) được kẹp chặt trên bàn máy và được định hướng bằng hai chốt định hướng (2), khối V định vị (3) được bắt chặt với thân đồ gá (1), phôi ta-rô được đặt vào V định vị và tì vào cữ (4), tốc kẹp (5) kẹp phần làm việc của ta-rô. Phần đuôi của tốc tựa lên chốt (6), ta-rô được kẹp chặt bằng bánh lệch tâm (7) và đòn (8), dùng hai dao phay gia công đồng thời hai cạnh của đuôi ta-rô, để gia công hai cạnh còn lại phôi được tháo khỏi đòn (8) và quay tốc đi 90 độ .
b. Phương pháp định vị:
- Mặt trụ của đuôi ta-rô định vị trên khối V dài khử bốn bậc tự do (OZ-; OY-; OZ; OY).
- Đuôi ta-rô tựa lên cữ (4) khử một bậc tự do (OX- ) khi tốc kẹp chặt ta-rô tựa lên chốt (6) khử bậc tự do còn lại (OX) đồ gá được định vị hoàn loàn.
 Reviewed by Gia Công Cơ Khí on 11/28/2018 04:51:00 CH Rating: Share This: Facebook Twitter Google+ Pinterest Linkedin Whatsapp Phay CNC
Reviewed by Gia Công Cơ Khí on 11/28/2018 04:51:00 CH Rating: Share This: Facebook Twitter Google+ Pinterest Linkedin Whatsapp Phay CNC Không có nhận xét nào:
Đăng ký: Đăng Nhận xét ( Atom )Bài đăng nổi bật
- Chế tạo chi tiết dạng càng
- ỨNG DỤNG CỦA BÀN XOAY (BÀN CHIA ĐỘ)
-
 Cơ sở lập trình phay CNC
Cơ sở lập trình phay CNC -
 Các Loại Dụng Cụ Cắt Khi Tiện Thông Dụng
Các Loại Dụng Cụ Cắt Khi Tiện Thông Dụng -
Máy Khử Từ - Băng Tải Khử Từ Công Nghiệp - Chế Tạo Máy MHA
Danh mục
- Blog
- đồ gá
- Gia Công Cơ Khí
- gia công đồ gá
- Phay CNC
- Tien CNC
- Video
Từ khóa » Trục Gá Dao
-
Trục Gá Dao Phay Mặt Kiểu A - Phụ Kiện Máy | Rovimac
-
Thiết Kế Trục Côn Gá Dao Máy Phay - Tài Liệu Text - 123doc
-
Cách Gá Dao: Cách Chia: Chỉ Chia Trực Tiếpđơn Giản - Tài Liệu Text
-
Trục Gá Dao Phay Dẫn động Bằng Vấu - Phần 2: Kích Thước Côn 7/24
-
Tiêu Chuẩn Quốc Gia TCVN 11988-1:2017 Trục Gá Dao Phay Dẫn ...
-
Đồ Gá Gia Công Trên Máy Tiện
-
TCVN 11988-2:2017 Kích Thước Trục Gá Dao Phay Dẫn động Bằng ...
-
Thiết Kế Trục Gá Tự Lựa Khi Doa Trên Máy Tiện. Lập Quy Trình Gia Công ...
-
Từ điển Việt Anh "trục Gá Dao" - Là Gì?
-
Đồ Gá Là Gì? Cấu Tạo & Phân Loại đồ Gá
-
Đồ Gá Là Gì? Cấu Tạo Và Phân Loại đồ Gá
-
TRỤC GÁ DAO Minh Kim
-
Trục Gá Dao - TaiLieu.VN