HRSFlow And RJG Pair Technologies For Advanced Process Control
Có thể bạn quan tâm
HRSFlow and RJG revealed the fruits of a new collaborative effort to control the sequencing of servo-driven valve gates on the basis of what’s happening inside the mold cavity, improving process consistency and part quality while opening up new design dimensions and allowing the use of smaller tonnage machines.
Featured Content
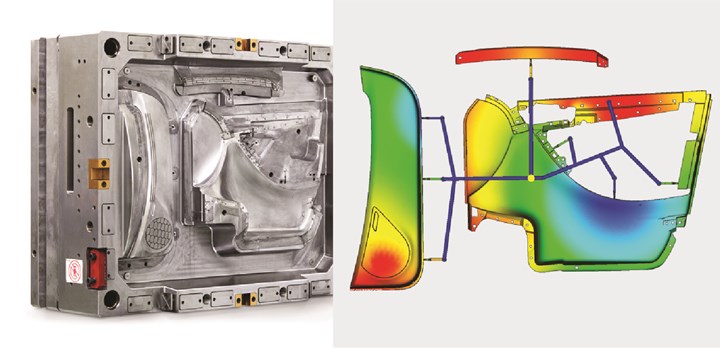
The addition of sensors detecting temperature, pressure and deflection, allow the family mold to run parts of widely disparate dimensions.
In December at HRSFlow’s North American headquarters in Byron, Center, Mich., the companies showcased the technology on a family mold featuring three different components with different weights, wall thicknesses and surface areas. The mold, which includes a door panel (560 cm3; 2.3-mm wall), map pocket (338 cm3; 2.4-mm wall), and a bracket (58 cm3; 3.0-mm wall), was run by the company at K 2019, showing the potential its FLEXflow hot runner system holds for family molds of parts with disparate dimensions.
The difference this time was the addition of five pressure sensors, six mold deflection sensors, and five temperature sensors spread throughout the tool. These sensors fed information to an RJG eDART module, which in turn, controlled the FLEXflow system, independently manipulating the mold’s eight gates for what Robert Harvey, HRSFlow’s North American sales director calls independent cavity control.
Normally, all cavities would see the same pressure, dictated by the injection piston, so that in a family mold a smaller cavity might be subjected to more pressure than it needs, increasing the risk for flash or molded-in stress that could result in warp. With this setup, Harvey says each cavity effectively gets its own pack-and-hold profile, making the process completely independent of the machine.
“Sequencing based on mold-based events rather than time or screw position, allows a process to be responsive to actual conditions in real time,” Harvey explains. Other benefits include the ability to minimize risk with a new tool launch, owing to the ability to simulate FLEXflow before cutting steel, as well as enabling robust process development that can create a larger process window and more consistent quality. The ability to consolidate parts into a single tool can reduce a project’s total tooling cost, and by knowing exactly how much clamp force is required to fill the cavities without flashing the tool, the possibility to use less force, and a smaller machine, opens up.
Harvey says beyond automotive, his company sees potential application of the technology in the appliance, transportation, environmental, furniture, and lawn and garden markets, among others.

By pairing HRS Flow’s Flexflow with RJG’s eDART, a molder can control the hot runner system based on conditions within the tool.
Related Content
-
Hasco Marks a Century in Mold Components, Mold Bases and Hot Runners with Cake and New Technologies
NPE2024: Cake, drinks and the unveiling of a new North American website providing online ordering in the U.S. and Canada for the first time are just some of the things happening at Hasco’s booth as it brings its year-long centennial celebration to Orlando.
-
Optimizing Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Using scientific procedures will help you put an end to all that time-consuming trial and error. Part 1 of 2.
-
Integrated RFID Technology Offers Smart Connectivity for Hot Runner Systems
Intelligent tool networking with integrated radio frequency identification (RFID) technology maximizes toolmaking efficiencies with seamless mold identification, instant access to critical data and streamlined spare part ordering.
Từ khóa » Hrs Flexflow Controller
-
Flexflow Electric: Valve Gate System - HRSflow
-
New Advanced Feature For The FLEXflow Controller - HRSflow
-
Hot-runner-maker-HRSflow-taking-control-with-FlexFlow-system
-
[PDF] FLEXflow Evo Family - Branchentreff Kunststoffinstitut
-
The New FLEXflow Powered By HRSflow - ETMM
-
Flexflow Hot Runner Technology By HRS Flow For Family Mould - ETMM
-
FLEXflow One – The Stand-alone Hot Runner Solution With Servo ...
-
[PDF] Warpage Minimization Of Structural Component With Glass Fiber ...
-
Oerlikon HRSflow | LinkedIn
-
Oerlikon HRSflow | LinkedIn
-
Catalogue - Hrs Flow India Pvt. Ltd In Viman Nagar, Pune - Justdial
-
Synflow® Sequential Valve Gating - Synventive
-
Hrsflow, Member Of Inglass - Plastics And Rubber