Hướng Dẫn Gia Công Rãnh Then Trên Máy Phay Cnc Với Lệnh G41 Và ...
Có thể bạn quan tâm
Video gia công rãnh then trên máy phay cnc
Bài viết này mình sẽ hướng dẫn chi tiết trong thực tế gia công rãnh then trên máy phay cnc như thế nào. Và đây là kết quả sau khi học xong bài viết này.
Hướng dẫn gia công rãnh then bằng lệnh bù dao G41 và hủy bù dao G40. Để xác định bù trừ dao bên trái hay phải bằng cách, đứng tại điểm tiếp xúc để xét, nếu dao nằm bên trái thì dùng G41, dao nằm bên phải dùng G42.
Tạo chương trình gia công rãnh then bằng G41 và G40
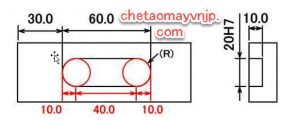
Mình sẽ gia công kích thước chiều rộng rãnh 20H7. (gia công đến vị trí trung tâm theo hướng Y) 
Tìm vị trí cần thiết để gia công rãnh then
Vì chiều rộng rãnh then là 20, hãy đặt lỗ bắt đầu và vị trí gia công R ở vị trí 10,0 tính từ mặt cuối của rãnh.
7 điểm cần thiết để xử lý rãnh then.

- Điểm bắt đầu xuống dao
- Điểm gia công chấm đỏ
- Điểm cuối của điểm màu xanh lá cây (điểm xuống dao)
Gia công 7 điểm theo thứ tự hiển thị bên dưới.

Các công cụ cần thiết để gia công rãnh then
Vì chiều rộng rãnh là 20, hãy chọn một con dao phay ngón có Φ7 trở lên và nhỏ hơn Φ20. Nếu bạn sử dụng dao Φ6 sẽ có các lượng dư chưa được cắt. Lần này, mình sẽ dung con dao Φ8. Thứ tự các dao như sau: T1 Mũi khoan đầu
T2 Φ8.5 Mũi khoan thẳng T3 Dao cắt vát mép
T4 Phay thô Φ8.0
T5 Phay tinh Φ8.0.
Tạo chương trình NC để gia công rãnh then
Đầu tiên, tạo một chương trình với các giá trị số trên bản vẽ sử dụng G00, G01 và G03 .
 X80.0 Y0; Di chuyển đến điểm tiếp cận gia công rãnh then đầu tiên, là điểm bắt đầu (chạy nhanh)
X80.0 Y0; Di chuyển đến điểm tiếp cận gia công rãnh then đầu tiên, là điểm bắt đầu (chạy nhanh)
Z3.0; Di chuyển đến điểm tiếp cận hướng Z (đi nhanh).
G01 Z0.5 F100; Di chuyển đến vị trí gia công hướng Z.
G01 X30.0 F400; Di chuyển từ điểm bắt đầu đến điểm gia công thứ hai (dao tiến hành cắt).
G03 X40.0 Y-10.0 R10.0; Di chuyển từ điểm gia công số 2 sang điểm gia công số 3 (nội suy cung tròn).
G01 X80.0; Di chuyển từ điểm gia công số 3 sang điểm gia công số 4 (dao tiến hành cắt).
G03 Y10.0 R10.0; Di chuyển từ điểm gia công số 4 sang điểm gia công số 5 (nội suy cung tròn).
G01 X40.0; Di chuyển từ điểm gia công số 5 sang điểm gia công số 6 (dao tiến hành cắt).
G03 X30.0 Y0 R10.0; Di chuyển từ điểm gia công 6 đến điểm gia công 7 (nội suy cung tròn).
G01 X40.0; Di chuyển từ điểm gia công số 7 đến điểm tiếp cận gia công rãnh then số 8 (dao sẽ cắt).
G00 Z30.0; Di chuyển đến điểm ban đầu theo hướng Z (dao chạy nhanh).
Nếu quá trình gia công được thực hiện như vậy, rãnh then sẽ lớn hơn theo lượng đường kính dao, vì vậy hãy sử dụng hiệu chỉnh đường kính dao G41 và hủy hiệu chỉnh đường kính dao G40.

G41 (hiệu chỉnh đường kính dao) và D_ (số hiệu chỉnh) cho khối lệnh di chuyển từ điểm bắt đầu đến điểm gia công
G40 (hủy hiệu chỉnh đường kính dao) từ điểm gia công đến khối lệnh chuyển động điểm cuối. Số hiệu chỉnh D phải giống với số dao được sử dụng để gia công. (Nó không nhất thiết phải giống nhau)
Sau khi tạo chương trình, hiển thị màn hình sửa các dao cụ. Nhập 4.1 vào phần thứ ba của danh sách hình dạng bù đường kính dao. (Φ8 bán kính 4mm + thêm một lượng 0,1mm)
 Chương trình cơ bản là như vậy nhưng hãy sử dụng các chương trình con để biến nó thành một chương trình thông minh, nhanh gọn hơn.
Chương trình cơ bản là như vậy nhưng hãy sử dụng các chương trình con để biến nó thành một chương trình thông minh, nhanh gọn hơn.
Tạo chương trình bằng chương trình con
Nếu bạn chưa hiểu về chương trình con cnc,cách sử dụng nó như thế nào thì đọc lại bài viết này nhé:
- Hướng dẫn cách dùng chương trình con cnc
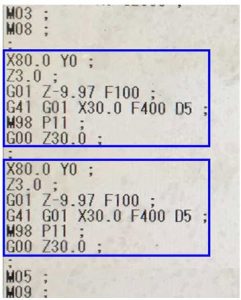
Khối để di chuyển từ điểm bắt đầu đến điểm gia công của khung màu xanh bên dưới hình được để lại trong chương trình chính và khối để di chuyển từ điểm gia công đến điểm cuối của khung màu đỏ được sử dụng làm chương trình con.

Vì chương trình chính được tạo bằng O10 nên tôi đã đặt O11 thành chương trình con. Sao chép khung màu đỏ trong hình trên và nhập G00Z30.0; (đề phòng để Z thoát trong chương trình con) M99; (mã G để quay lại chương trình chính ) bên dưới nó để tạo chương trình gia công. Là kết thúc.

Các công đoạn gia công rãnh then
Bắt đầu gia công lỗ
Tạo lỗ thí điểm ở vị trí bắt đầu của quá trình phay kết thúc.
Đầu tiên, hãy kiểm tra lại phôi bằng cách đo lại.

Sau khi kiểm tra nếu không có sai sót, hãy gia công khoan xuống 9,9 mm, để lại 0,1 mm vì độ sâu rãnh là 10,0 mm. (Chương trình khoan lỗ mình không ghi ở đây) Vì rãnh then được gia công bằng dao phay ngón phi 8,0 mm, nên nó được gia công bằng mũi khoan 8,5 mm có đường kính lớn hơn 8,0 mm.
Gia công thô rãnh then
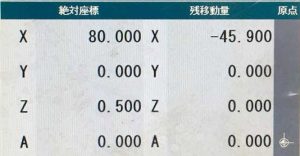
Mình sẽ chạy chương trình bằng chương trình đã tạo trước đó, nhưng hãy nhớ bật lệnh chạy từng dòng lệnh đơn lẻ ở độ cao +0,5 mm mà không bấm chạy ngay. Đồng thời kiểm tra tọa độ tuyệt đối và lượng chuyển động còn lại.

Nếu không có nhầm lẫn, hãy tắt khối đơn ở -0,1 mm và tiến hành chạy.
Z-9.9 và Z-10.0 sẽ cắt đáy, do đó F nên giảm.

Sau khi xử lý, kiểm tra chiều sâu, chiều rộng và khoảng cách từ mặt cuối.

Vát mép rãnh then
C1 được vát mép trước khi hoàn thiện con hàng. Chương trình được thực hiện bằng cách sao chép chương trình được sử dụng để gia công rãnh then.

・ Khung màu đỏ (20.0CE) Thay đổi tên công cụ
・ Khung màu vàng T4 H4 Thay đổi hiệu chỉnh số công cụ và chiều dài dao
・ Khung màu xanh lá cây Z-4.0 Thay đổi độ sâu xử lýThay đổi tốc độ F300 khung màu xanh
Vì đây là chương trình được sử dụng cho quá trình gia công tinh cuối cùng của 8.0, nên nó sẽ được xử lý bằng Z-4.0. (Lưu ý rằng nếu hình dạng đầu nhọn là R hoặc đầu nhọn bị hỏng, nó sẽ vát mép không chính xác)

Vì nó được gia công bằng dao cắt vát mép có hình dạng đầu là R nên nó có kích thước khoảng C0,5.

Nếu bạn thay đổi chương trình Z-4.0 thành Z-4.5 và xử lý nó, nó sẽ trở thành C1.
Hoàn thiện gia công rãnh then
Chương trình được thực hiện bằng cách sao chép chương trình được sử dụng để vát mép.

・ Khung màu đỏ (8.0EF) (D5 4.0) Thay đổi tên dao , số hiệu và lượng bù (không ảnh hưởng đến gia công)
・ Khung màu vàng T5 H5 D5 Số dụng cụ, bù chiều dài dao, thay đổi bù đường kính dao
・ Khung màu xanh lá cây Z-9.97 F100 Thay đổi độ sâu khi cắt và tốc độ cắt tới vị trí yêu cầuThay đổi tốc độ F400 của khung màu xanh
Sau khi tạo chương trình, hiển thị màn hình sửa dao. Nhập 4.05 ở vị trí thứ 5 trong danh sách hình dạng bù đường kính dao. (Φ8 bán kính 4mm + lượng 0,05mm)

Nó được gia công với dung sai 0,05 mm cho phép.
Khi hoàn thiện cần xử lý hai lần với cùng một lượng bù trừ. Không chỉ lần đầu tiên mà cả lần thứ hai, phoi được tạo ra như trong hình bên dưới.

oK Bây giờ bạn đã sẵn sàng để thực hiện đo xem như thế nào.
Chương trình sao chép và tăng phần gia công.
Đo bằng khối chuẩn sau khi gia công.

Kết quả đo là 19,88 mm.
Vì 20H7 là 20.000mm đến 20.021mm
Kích thước mục tiêu là 20,0 trừ đi giá trị đo được là 19,88, bằng một nửa của 0,12. (Điều chỉnh lượng bù để cắt 0,06 mm trên một mặt)

Nhập với đầu vào -0.06.
Sau khi điều chỉnh độ lệch, khởi động chương trình và đo lại.

Kích thước khối 20.0 Đây là thành phẩm.
Cuối cùng
Như vậy ở bài viết này ngoài phương pháp làm còn có yếu tố Offset được yêu cầu để gia công nhằm đạt kích thước chính xác. Điều quan trọng là phải hiểu chương trình như vị trí đặt G41 (chuyển động từ điểm bắt đầu đến điểm gia công) và G40 (chuyển động từ điểm gia công đến điểm cuối), nhưng độ chính xác gia công của máy, thời gian chạy, dung sai của máy phay, v.v. rất quan trọng đối với người thợ, vì vậy ta hãy hiểu đúng bản chất và áp dụng linh hoạt.
Bạn cũng cần chú ý đến phương pháp đo. Vì giá trị số thay đổi giữa phép đo trên máy và phép đo trong phòng kiểm tra, nên hãy cẩn thận về phương pháp kiểm tra. Trên đây là toàn bộ nội dung của bài này, hi vọng sẽ có ích cho Bạn. Đừng quên tham khảo các khóa học bên mình nhá. Đừng ngại Inbox qua tin nhắn ngay tại phần chatbox cho mình.
Bạn có quan tâm về lập trình phay cnc
Lập trình tiện NC (2 trục, 3 trục).
Lập trình phay NC (3 trục ).
Lập trình tiện CNC bằng phần mềm Mastercam
Lập trình Phay CNC 2D, 3D, 4,5 trục bằng phần mềm Mastercam.
Cảm ơn Bạn đã theo dõi. Hẹn gặp Bạn vào bài viết tiếp theo.
Đăng ký Kênh Cad/Cam/Cnc: Đăng ký miễn phí
Tham gia Group chia sẻ kiến thức: Tham gia miễn phí
20H7gia công rãnh thenlap trinh phay cncmáy phay cncTừ khóa » Phay Rãnh Then
-
Các Phương Pháp Và Quy Trình Gia Công Phay Rãnh Then Cơ Bản
-
GIA CÔNG PHAY RÃNH THEN VÀ RÃNH THEN HOA - HỌC CƠ KHÍ
-
10. Phay Rãnh Then, Bài Giảng Công Nghệ, Công Ty Sotech, Http://sotec…
-
Phay Rãnh Then - TaiLieu.VN
-
[PDF] CÁC PHƯƠNG PHÁP GIA CÔNG THEN VÀ THEN HOA
-
Phay Rãnh Then - 123doc
-
Máy Phay Rãnh Then 2220
-
Cắt Rãnh Và Rãnh Then - Phần Mềm Kỹ Thuật
-
Cách Gia Công Phay Rãnh Then - Lập Trình CNC
-
Các Loại Dao Phay Rãnh Và Cách Setup Máy Và Dụng Cụ Đo
-
Phay Rãnh Then.pdf (Công Nghệ Phay) | Tải Miễn Phí
-
Máy Phay Rãnh Then Di động KM Series
-
Phay Rãnh Then Và Then Hoa. Phay Then | By TechnicalVN | Medium