Máy Tiện Cnc Là Gì ? Cấu Tạo Và Hoạt động Máy Tiện CNC - CNC3DS
Có thể bạn quan tâm
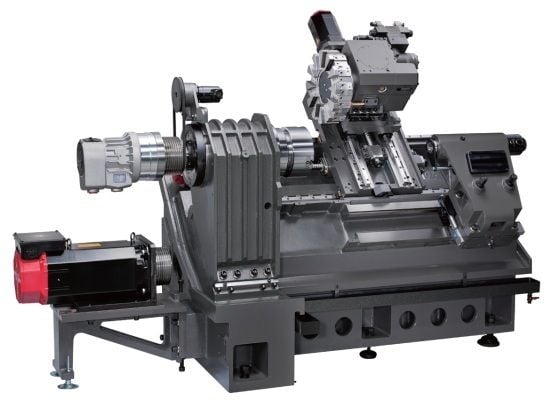
Máy tiện CNC được sử dụng rất phổ biến trong quá trình gia công tạo hình các chi tiết tròn xoay, hầu như các xưởng cơ khí hiện nay đều được trang bị máy này nhằm giảm thiểu chi phí nhân công, tăng cường độ chính xác của sản phẩm trong sản xuất hàng loạt. Tuy nhiên trước khi mua chúng ta nên tìm hiểu qua về cấu tạo cũng như các lưu ý khi lựa chọn và sử dụng máy tiện CNC.
Máy tiện CNC có những loại nào?
1.Máy tiện nằm ngang vạn năng2. Máy tiện cụt3. Máy tiện ngang hai trục chính4. Máy tiện đứng5. Máy tiện đứng hai trục chính6. Máy tiện –phay7. Máy tiện cụt nằm ngang có bàn dao ngang với hai ụ dao8. Máy tiện nạp phôi thanh tự động
Ngoài ra hiện nay còn có máy Tiện-Phay CNC tức là có thể thực hiện cả nguyên công tiện và phay trên cùng một máy.

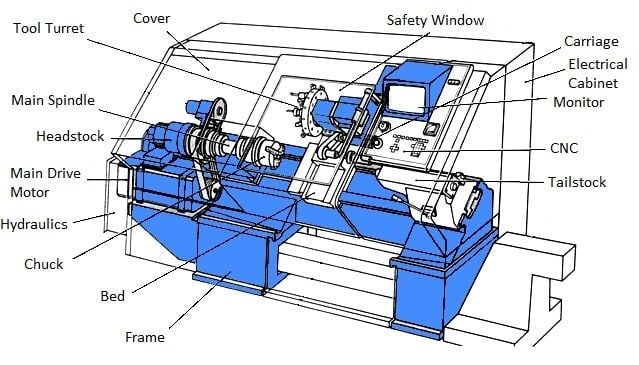
Cấu tạo của máy tiện CNC
1. Thân máy ( Bed ): Thân máy đóng vai trò là chân đế của toàn bộ máy nơi các bộ phận khác nhau được gắn vào nó. Nói chung rất cứng chắc về cấu trúc, thân máy được đúc bằng gang cường lực. Băng máy tiện có băng bi ( thanh ray trượt ) và băng cơ trong đó băng cơ cứng vững hơn, bền hơn băng bi.
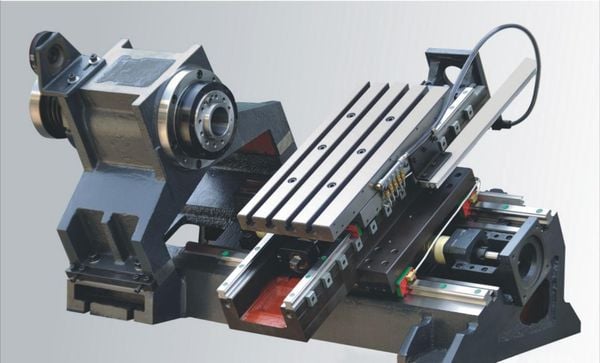
2. Ổ dao (Carriage): Được sử dụng để gắn và di chuyển dao tiện theo chiều ngang và chiều dọc để thực hiện quá trình cắt gọt.

3. Mâm cặp: Được gắn trên trục chính dùng để giữ phôi.

4. Bảng điều khiển CNC: Trung tâm lưu trữ của máy, bảng điều khiển CNC lưu trữ tất cả các chương trình và hướng dẫn CNC, thực hiện các thao tác vận hành máy tại bảng này.
5. Trục chính: Thực hiện chuyển động quay tròn của phôi
6. Động cơ truyền động chính: Động cơ truyền động giúp xoay mâm cặp, do đó điều khiển toàn bộ máy. Nên chọn động cơ AC Servo Fanuc đít đỏ là đời cao hơn loại động cơ đít vàng.
7. Ụ động: Có thể lắp đầu chống tâm khi tiện trục dài hoặc lắp mũi khoan khi thực hiện khoan tâm trên trục. Ụ động di chuyển dọc theo trục Z của máy tiện
Khi chọn máy tiện CNC thì chúng ta dựa vào khả năng gia công của nó là đường kính kẹp tối đa của mâm cặp và hành trình tối đa của ụ động. Chính là vùng làm việc của máy. Ngoài ra cần phải chú ý tới dung sai của máy.
Hiện tại máy tiện CNC chủ yếu là hàng Nhật Bãi, hệ điều khiển phổ biến là Fanuc, Mazack, Okuma... tuy nhiên chúng ta nên lựa chọn máy hệ Fanuc là tốt nhất tại vì có sẵn linh kiện thay thế khi hỏng hóc.
Ví dụ về thông số kĩ thuật máy tiện như sau :
Model: LB-300Year: 2001Control system: OSP-U100LCountry of origin: JapanNumber of axis: 2Swing over bed: 530 mmX axis travel: 260 mmZ axis travel: 520 mmSpindle speed: 4500 rpmTool storage capacity: 12 pcsATC: YesMax cutting diameter: 370 mmMax cutting lenght: 500 mmMachine weight: 7.5 tonDimension (LxWxH): 3.2x2.2x2.5 m
Các loại dao tiện thông dụng
Dao tiện trên máy CNC được chọn lựa theo yêu cầu, đặt điểm của bề mặt chi tiết gia công. Dao có hai phần: phần cắt (phần làm việc) và phần cán (phần thân).

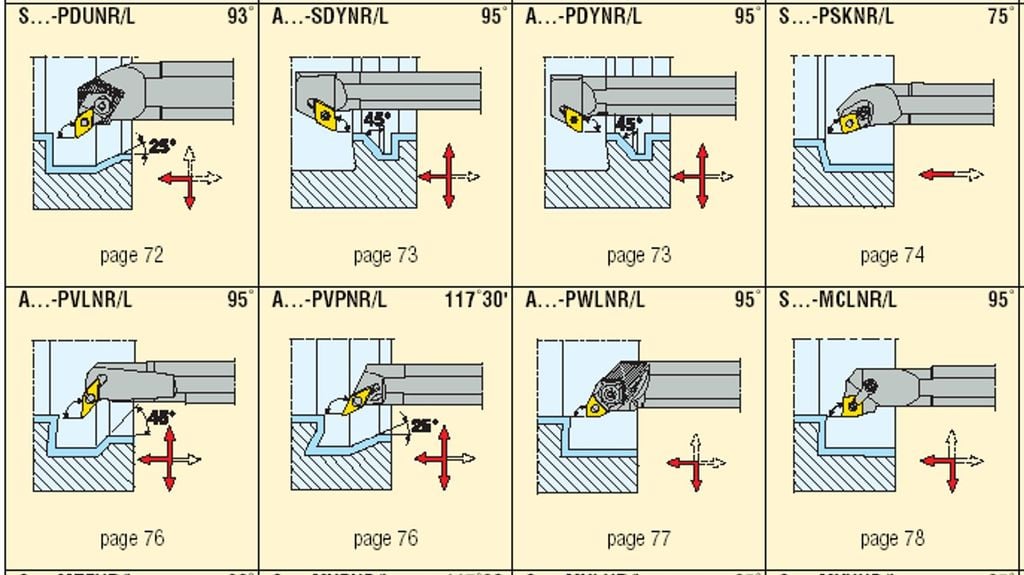
Phần cắt dao tiện CNC : Thường dùng là các loại mảnh dao (insert) tiêu chuẩn. Có các loại mảnh dao: hình bình hành (ký hiệu A, B, K), hình thoi (ký hiệu C, D, E, M, V), hình chữ nhật (L), hình tròn (R), hình vuông (S), hình tam giác (T), hình 3 góc (W), hình bác giác (O), ngũ giác (P), lục giác (H). Ví dụ một số loại mảnh dao ở hình b;
Phần cán dao tiện CNC được chia thành nhiều loại như:
– Tiện thô, tinh ngoài và trong. Khi tiện tinh ngoài và trong chú ý chọn góc nghiêng chính và phụ cho phù hợp với đặc điểm bề mặt gia công, loại mảnh dao và phương chạy dao sau. Dưới đây là một số ví dụ:
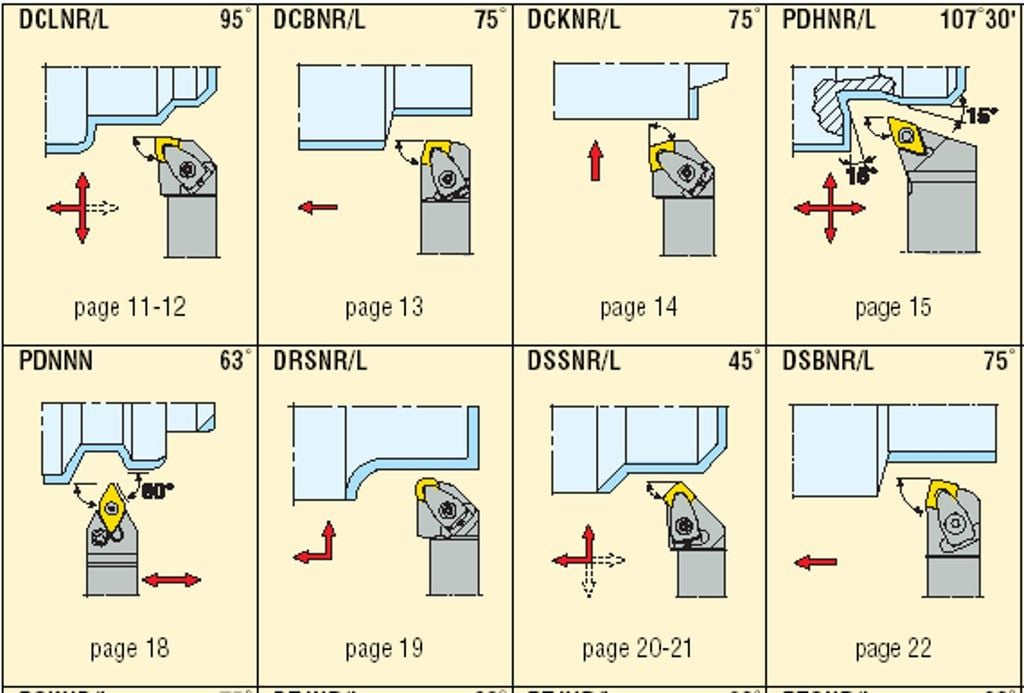
– Tiện lỗ, tiện định hình
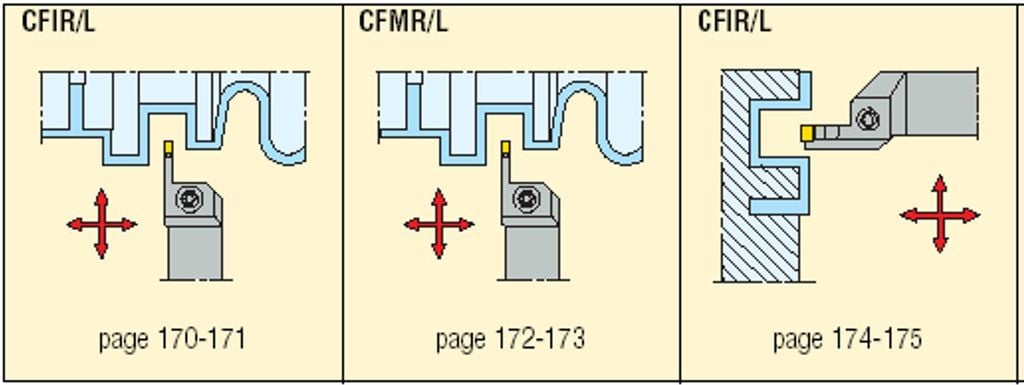
– Tiện cắt đứt thép trụ đặc và rỗng, tiện rãnh trong và ngoài, tiện rãnh sâu và rãnh bề mặt
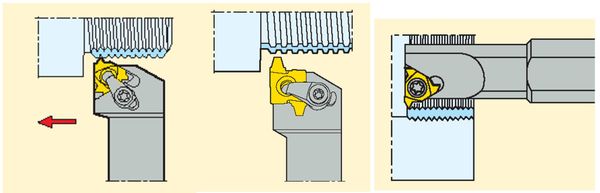
– Dao tiện ren với nhiều kiểu ren và bước ren trái, phải khác nhau; Được sử dụng cho tiện ren trong và ren ngoài (f).
Hầu hết các máy tiện được lập trình trên hai trục. Trục X và trục Z. Quy ước là Trục Z dọc theo đường tâm của phôi, trục X vuông góc với đường tâm của phôi, phương và chiều như hình vẽ.
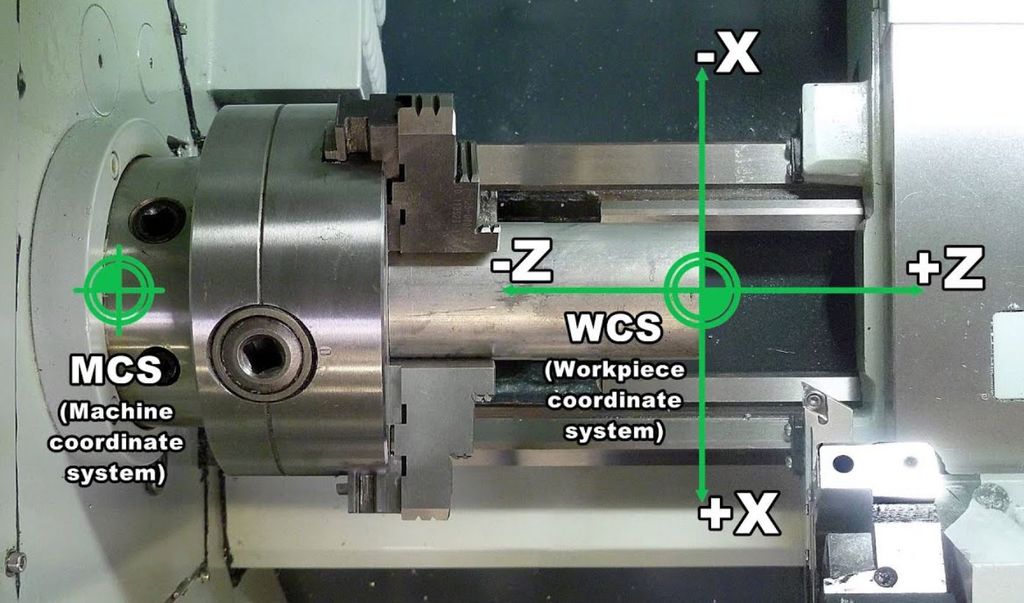
Các điểm không “0“ và điểm chuẩn trên máy CNC
MCS ( Machine coordinate system ) : Điểm gốc máy
WCS ( Workpiece coordinate system) : Điểm gốc phôi.
Tham khảo máy tiện mini
Các mã lệnh lập trình máy tiện CNC
Hiện nay hầu hết tất cả máy tiện NC, CNC đều sử dụng ngôn ngữ lập trình theo tiêu chuẩn quốc tế ISO G-code và M-code
Các chức năng lệnh mã G được thống kê dưới đây:
Các chức năng của lệnh mã G
Mã tiêu chuẩn —-Chức năng
G00 Chạy dao nhanh ( không ăn dao )
G01 Nội suy đường thẳng
G02 Nội suy đường tròn theo chiều kim đồng hồ
G03 Nội suy đường tròn theo ngược chiều kim đồng hồ
G04 Dừng dao với thời gian xác định
G07.1(G107) Nội suy hình trụ
G10 Lập trình dữ liệu đầu vào cho máy tiện CNC ( thiết lập thông số )
G11 Xóa chế độ lập trình dữ liệu đầu vào ( data sitting )
G12.1(G112) Chế độ nội suy tọa độ cực
G13.1(G113) Xóa chế độ nội suy theo tọa độ cực
G18 Xác định mặt phẳng XZ
G20 Hệ đơn vị tính theo inch
G21 Hệ đơn vị tính theo mét
G22 Kiểm tra hành trình đã lưu ON
G23 Kiểm tra hành trình đã lưu ON
G27 Kiểm tra lại điểm tham chiếu
G28 Trở lại điểm tham chiếu
G30 Vị trí trở lại tham chiếu ( gọi điểm tham chiếu thứ 2, 3, 4 )
G31 Bỏ qua chức năng
G32 Cắt ren- tiến liên tục
G34 Cắt ren theo biến dẫn
G40 Hủy bỏ hiệu chỉnh bán kính dao
G41 Hiệu chỉnh bán kính dao bên trái so với đường biên dạng
G42 Hiệu chỉnh bán kính dao bên trái so với đường biên dạng
G50 Khai báo giá trị trục chính tối đa
G50.3 Thiết lập lại hệ thống phôi định sẵn
G52 Xác lập hệ tọa độ cục bộ
G53 Xác lập hệ tọa độ máy
G54 Điểm 0 thứ nhất của phôi
G55 Điểm 0 thứ hai của phôi
G56 Điểm 0 thứ ba của phôi
G57 Điểm 0 thứ tư của phôi
G58 Điểm 0 thứ năm của phôi
G59 Điểm 0 thứ sáu của phôi
G65 Gọi macro riêng
G66 Gọi chế độ macro riêng
G67 Xóa bỏ chế độ macro riêng
G70 Chu trình gia công tinh
G71 Chu trình gia công thô theo đường bao
G72 Chu trình gia công thô theo mặt
G73 Chu trình gia công thô theo biên dạng có sẵn
G74 Chu trình gia công khoan nhiều lần/ rãnh theo mặt ( mặt đầu )
G75 Chu trình gia công rãnh theo bán kính ( cắt rãnh theo mặt lưng )
G76 Chu trình cắt ren tiện CNC
G80 Hủy bỏ chu trình khoan
G83 Chu trình khoan
G84 Chu trình ta rô
G86 Chu trình doa
G87 Chu trình khoan bên
G88 Chu trình ta rô bên
G89 Chu trình doa bên
G90 Chu trình cắt gọt thẳng ( kiểu nhóm A )
G92 Chu trình cắt ren ( chỉ dùng cắt ren côn )
G94 Chu kỳ cắt B ( mặt cuối )
G96 Chế độ tốc độ cắt không đổi ( ổn định vận tốc cắt của dao ) V
G97 ổn định tốc độ của trục chính(n), nhập v/p trực tiếp hay xóa bỏ
chế độ G96
G98 Lượng ăn dao phút
G99 Lượng ăn dao theo vòng
Từ khóa » Sơ đồ Nguyên Lý Máy Tiện Cnc
-
Nguyên Lý Làm Việc Của Máy Tiện Tất Tần Tật - Suba CNC
-
Tất Cả Kiến Thức Về Máy Tiện CNC - Ichi Vietnam
-
Máy Tiện CNC Là Gì? Cấu Tạo Và Nguyên Lý Hoạt động - Laser Việt Đức
-
Máy CNC Là Gì? Nguyên Lý Hoạt động - Thuận Nhật
-
Cơ Chế Hoạt Động Của Máy Tiện CNC
-
Cấu Tạo Và Nguyên Lý Hoạt động Của Máy CNC - Machining
-
Tổng Quan Nguyên Lý Làm Việc Của Máy Tiện Trong Gia Công Cơ Khí
-
Cấu Tạo Máy Tiện CNC Chi Tiết Nhất
-
Cấu Tạo Và Nguyên Lý Hoạt động Của Máy CNC | Cốp Pha Việt
-
Sơ đồ Nguyên Lý Máy Tiện CNC | Đơn Vị Gia Công Chữ Inox Đẹp ...
-
Các Mã Lệnh – Nguyên Lý Hoạt động Máy Tiện CNC - English Courses
-
Máy Tiện Và Nguyên Lý Hoạt động Của Loại Máy Hiện đại - LinkedIn