Tên Gọi Và Cách Sử Dụng Dao Phay Trong Gia Công CNC | Việt Machine
Có thể bạn quan tâm
-
- Phay và phương pháp phay
Phay là phương pháp gia công tách phoi với lưỡi cắt có dạng hình học nhất định, trong đó dụng cụ cắt thực hiện chuyển động chính quay tròn và chuyển động tiến cũng như chuyển động đạt độ sâu cắt thông thường do chi tiết gia công thực hiện “(xem hình 126).
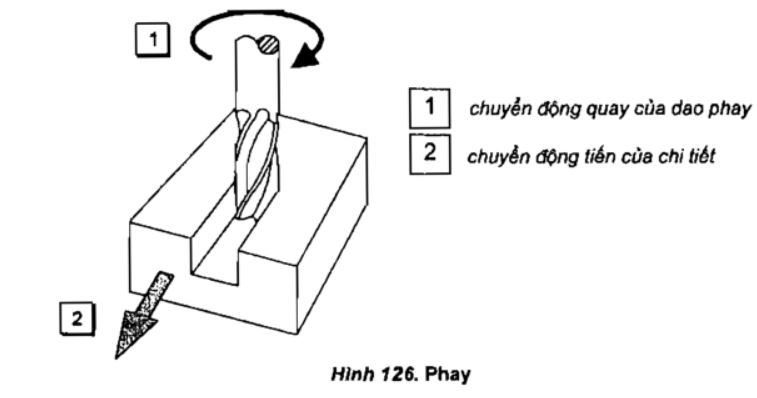
Hình 126. Phay
Người ta phân chia phương pháp phay theo vị trí của trục phay đối với chi tiết gia công, nghĩa là phay mặt đầu và phay mặt trụ.
Đối với Phay mặt đầu, trục dao phay thẳng góc với bề mặt gia công (xem hình 127). Bề mặt chi tiết được tạo ra bởi các lưỡi cắt chính. Các lưỡi cắt phụ làm cho bề mặt chi tiết bóng thêm.
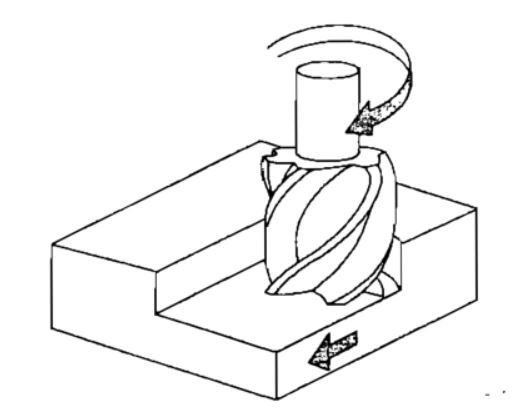 Hình 127. Phay mặt đầu
Hình 127. Phay mặt đầuĐối với Phay mặt trụ, trục dao phay được đặt song song với bề mặt gia công (xem hình 128). Dao phay gia công bề mặt chi tiết bằng các lưỡi cắt chính (lưỡi cắt thuộc mặt trụ). Ngoài ra phương pháp này còn được phân biệt giữa phay thuận và phay nghịch.
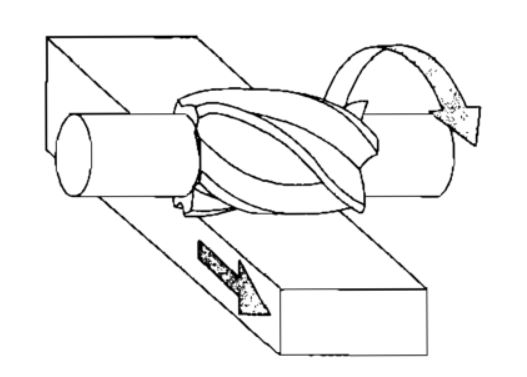
Hình 128. Phay mặt trụ
Để phân biệt phay thuận và phay nghịch xem hình 129 và 130.
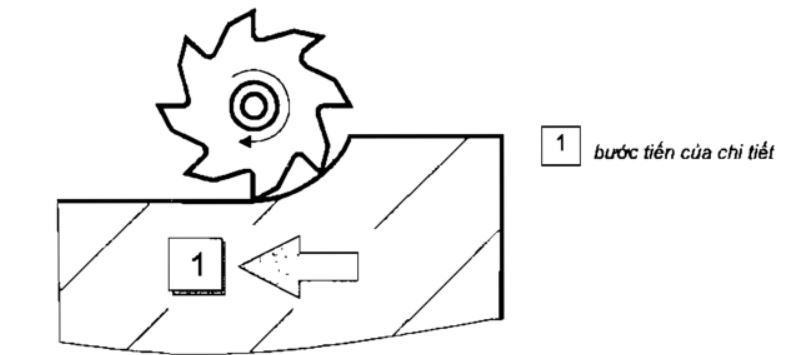
Đối với phay nghịch chiều quay của dao phay ngược với chiều tiến của chi tiết gia công (xem hình 129).
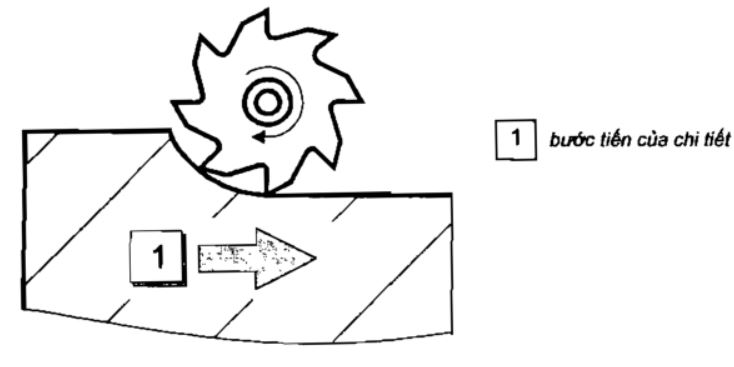
Phay nghịch
- Lưỡi cắt của dao phay bắt đầu với chiều dày phoi bằng 0. Trước khi cắt phoi, lưỡi dao phay trượt cho tới khi đạt được độ dày tối thiểu để tạo phoi.Ma sát sinh ra khi trượt làm cho mặt sau của lưỡi cắt bị mài mòn lớn và làm chai cứng bề mặt chi tiết gia công. Nó làm cho tuổi thọ của dao ngắn lại so với phay thuận.
Phay nghịch phù hợp với gia công chi tiết có bề mặt cứng (như gang), vì bề mặt cứng được cắt từ phía trong ra.
Đối với phay thuận chiều quay của dao phay cùng chiều tiến của chi tiết (xem hình 130).
-
Phay thuận
Răng của dao phay ấn vào chi tiết ngay ở độ dày phoi lớn nhất. Do các lưỡi dao phay bị va đập nên truyền động tiến cần phải không có khe hở. Bao giờ cũng có nhiều răng dao cùng gia công.
Bề mặt được phay thuận thường phẳng và bóng hơn. Ngược lại với phay nghịch, cùng tuổi thọ của lưỡi cắt, ờ phay thuận tốc độ cắt và bước tiến có thể đạt cao hơn.
Trong tất cả các phương pháp phay, lưỡi dao luôn luôn cắt gián đoạn, Do hành trình cắt, các phoi tạo thành có hình dấu phẩy với độ dày thay đổi, (hình 131).
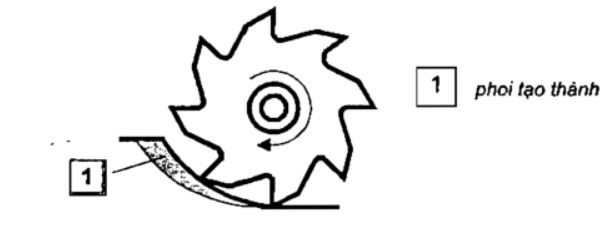
Hình 131. Phoi phay
- Các loại dao phay và ký hiệu theo ISO
 Dao phay có thể được phân loại theo các tiêu chí sau:
Dao phay có thể được phân loại theo các tiêu chí sau: - Theo loại vật liệu được gia công
- Dao kiểu N (cho thép thường).
- Dao kiểu H (cho vật liệu mềm, cắt có phoi dài).
- Dao kiểu w (cho vật liệu cứng, cắt có phoi ngắn).
- Theo vật liệu lưỡi cắt
- Dao có lưỡi cắt làm bằng thép gió.
- Dao có lưỡi cắt làm bằng hợp kim cứng.
- Dao có lưỡi cắt làm bằng gốm.
- Dao có lưỡi cắt làm bằng kim cương.
- Theo loại cán gá
- Dao phay trụ mặt đầu.
- Dao phay ngón.
- Theo hình dạng dao, ví dụ:
- Dao phay rãnh T.
- Dao phay đĩa.
- Dao phay định hình.
- Theo dạng răng dao phay
- Dao phay răng nhọn.
- Dao phay hớt lưng.
Chi tiết về dao phay được biểu diễn và mô tả trong các tài liệu kỹ thuật của nhà chế tạo và trong các tiêu chuẩn tương ứng (DIN hoặc ISO).
Lựa chọn dao tùy theo phạm vi sử dụng như chỉ dẫn trong bảng 23.
Bảng 17. Phân loại dao dùng cho máy phay
Dạng tiêu chuẩn Dao phay ngón Dao phay trụ Dao phay mặt đầu Mũi khoan Mũi khoan định tâm Mũi khoan Taro ren Mũi khoan hợp kim Dao doa Khoan bậc Dạng đặc biệt Dao phay cầu Phay góc (dạng A) Dao phay cung lồi Phay rãnh T Phay góc (dạng B) Phay đĩa Tất cả các dao phay này cùng với dữ liệu được lưu trong menu quản lý dụng cụ của mô phỏng hay CNC của hãng, chúng có thể được gọi ra khi cần mô phỏng. Tùy theo yêu cầu của người sử dụng, các dụng cụ cắt trong gia công phay có thể được thay đổi hoặc mở rộng.
Vật liệu lưỡi cắt Trong quá trình phay các lưỡi cắt không tham gia cắt liên tục. Ngược lại với tiện, ở phay quá trình cắt gián đoạn với tiết diện phoi không đều. Do vậy, lưỡi cắt chịu một tác động va đập lớn. Vật liệu lưỡi cắt cần có độ dẻo cao và độ bền chịu nhiệt cao. Ngày nay, trên máy phay CNC, phần lớn người ta sử dụng dao phay với các lưỡi cắt bằng hợp kim cứng. Đối với các dao phay nhỏ, các lưỡi cắt hợp kim cứng được hàn vẩy, hoặc làm từ thép gió HSS được phủ. 1. Thép gió Thép gió là loại thép qua luyện kim cao, dùng làm dụng cụ. Nó có độ dẻo cao và vì vậy chịu bền va đập tốt. Tốc độ cắt thường thấp hơn hợp kim cứng hoặc gốm. Thép gió được sử dụng làm mũi khoan, dao phay nhỏ và dụng cụ cắt có hình dạng phức tạp (dao phay profile). Dao phay từ thép gió dùng để gia công các vật liệu có độ bền thấp, khi phay profile và phay với vận tốc cắt nhỏ. 2. Hợp kim cứng Hợp kim cứng là vật liệu được thiêu kết ờ dạng mảnh cắt xoay với việc sử dụng vật liệu cứng và chất liên kết. Do tăng thành phần chất liên kết trong chế tạo độ dẻo được nâng lên. Nhờ có độ cứng cao và độ bền mài mòn cao, hợp kim cứng đã được ứng dụng rộng rãi trong phay. Độ bền mài mòn của hợp kim cứng còn có thể nâng lên nữa bằng cách phủ titan-nitrid, titan-carbid hoặc ôxit nhôm. Mảnh cắt bằng hợp kim cứng được hàn hay bắt vít vào dao phay. 3. Gốm Vật liệu cắt bằng gốm hiếm khi được sử dụng trong phay, vì nó rẩt giòn và nhậy cảm với sự dao động của lực cắt. Tuy nhiên, do độ cứng cao, ôxit nhôm được sử dụng để gia công tinh gang cứng và thép đã tôi cứng cũng như silic-nitrid khi phay gang xám. Cả hai vật liệu lưỡi cắt này khi gia công không cần phải tưới dung dịch trơn nguội. Vật liệu gốm cắt, cũng giống như hợp kim cứng, được chế tạo thành những mảnh cắt xoay. 4. Kim cương Mảnh cắt xoay bằng kim cương tinh thể tổng hợp (PKD) được sử dụng để gia công kim loại màu và composite (GFK, CFK). Nhờ độ cứng cao của kim cương, tốc độ cắt có thể đạt cao gấp đôi với tuổi thọ gấp hơn mười lần so với dao hợp kim cứng. Kim cương không phù hợp để cắt thép. Trong trường hợp này nó sẽ bị mòn rất nhanh vì nguyên từ cacbon của kim cương dịch chuyển sang sắt (hiện tượng mài mòn khuyếch tán).
- Các loại dao phay và ký hiệu theo ISO
Để lại một bình luận Hủy
Email của bạn sẽ không được hiển thị công khai. Các trường bắt buộc được đánh dấu *
Bình luận *
Tên *
Email *
Trang web
Tìm bài viết Việt Machine sản xuất
Máy Laser CO2
→ Loại mini và khổ lớn→ Sản xuất trong nước→ Khắc và cắt nhiều vật liệu

Máy in 3D
→ Phổ thông giá rẻ→ Chuyên dụng→ Resin công nghiệp

Máy CNC mini
→ 3 trục, 4 trục, 5 trục→ Chính xác, ổn định→ Khổ 3040, 4060, 6090

Máy CNC Router
→ Cắt 2D, 3D, 4D→ Chính xác, ổn định→ Khắc đá, gỗ, cắt khổ lớn

Xe điện cho nhà xưởng
→ Chịu tải lớn→ Nâng hạ thuỷ lực→ Nguồn điện pin lithium
Blog- Cắt khắc Laser
- Chưa được phân loại
- Gia công
- In 3D
- Quét 3D
- Robot
- STEM
- Thông tin
- Tin tức
- Tự động hóa
- Tuyển dụng
- Xe Điện
- Y tế
- Định lượng
- Băng tải kéo hình ống: giải pháp vận chuyển vật liệu hiệu quả và tiết kiệm Không có bình luận ở Băng tải kéo hình ống: giải pháp vận chuyển vật liệu hiệu quả và tiết kiệm
- Băng tải nỉ chịu nhiệt: giải pháp vận chuyển tối ưu cho môi trường nhiệt độ cao Không có bình luận ở Băng tải nỉ chịu nhiệt: giải pháp vận chuyển tối ưu cho môi trường nhiệt độ cao
- Băng tải co rút: giải pháp tối ưu hóa quy trình đóng hàng xe tải Không có bình luận ở Băng tải co rút: giải pháp tối ưu hóa quy trình đóng hàng xe tải
- Băng tải con lăn tự do: giải pháp vận chuyển hàng hóa tiết kiệm và hiệu quả Không có bình luận ở Băng tải con lăn tự do: giải pháp vận chuyển hàng hóa tiết kiệm và hiệu quả
- Băng tải con lăn truyền động bằng xích: giải pháp vận chuyển hàng hóa tối ưu từ việt machine Không có bình luận ở Băng tải con lăn truyền động bằng xích: giải pháp vận chuyển hàng hóa tối ưu từ việt machine
- Băng tải trục vít từ việt machine: giải pháp vận chuyển vật liệu hiệu quả nhất cho công nghiệp nặng và nhẹ Không có bình luận ở Băng tải trục vít từ việt machine: giải pháp vận chuyển vật liệu hiệu quả nhất cho công nghiệp nặng và nhẹ
- Các loại đồ gá trên máy phay: công nghệ gá đặt chuyên sâu đảm bảo từng đường cắt chuẩn xác Không có bình luận ở Các loại đồ gá trên máy phay: công nghệ gá đặt chuyên sâu đảm bảo từng đường cắt chuẩn xác
- Mua máy in 3d khổ lớn ở đâu? Không có bình luận ở Mua máy in 3d khổ lớn ở đâu?
- Máy in 3d cũ: những điều cần biết Không có bình luận ở Máy in 3d cũ: những điều cần biết
- Giới thiệu về hãng máy in 3D Bambu Lab Không có bình luận ở Giới thiệu về hãng máy in 3D Bambu Lab
- Máy in 3d giá rẻ – giải pháp tạo mẫu tuyệt vời cho mọi nhu cầu Không có bình luận ở Máy in 3d giá rẻ – giải pháp tạo mẫu tuyệt vời cho mọi nhu cầu
- Thiết kế đồ gá hàn: quy trình và các yếu tố quan trọng để tạo ra giải pháp gá đặt tối ưu Không có bình luận ở Thiết kế đồ gá hàn: quy trình và các yếu tố quan trọng để tạo ra giải pháp gá đặt tối ưu
- Robot hàn: bước tiến tự động hóa nâng tầm chất lượng và năng suất trong sản xuất hiện đại Không có bình luận ở Robot hàn: bước tiến tự động hóa nâng tầm chất lượng và năng suất trong sản xuất hiện đại
- Mâm cặp gá hàn: công cụ giữ, xoay tròn hoàn hảo cho các chi tiết hàn hình trụ Không có bình luận ở Mâm cặp gá hàn: công cụ giữ, xoay tròn hoàn hảo cho các chi tiết hàn hình trụ
- Hàn tự động: cuộc cách mạng nâng cao chất lượng và năng suất trong sản xuất công nghiệp Không có bình luận ở Hàn tự động: cuộc cách mạng nâng cao chất lượng và năng suất trong sản xuất công nghiệp
- Tìm kiếm:
Từ khóa » Các Loại Dao Phay Và Công Dụng
-
Tìm Hiểu Những Loại Dao Phay Trong Gia Công Cơ Khí - CNC Ánh Kim
-
Tìm Hiểu Về Các Loại Dao Phay Và ứng Dụng Của Chúng ?
-
Các Loại Dao Phay Và Công Dụng Của Nó
-
Tên Các Loại Dao Phay: Phay đĩa, Phay CNC, Phay Ngón, Phay Cnc ...
-
Phay Và Dao Phay Là Gì? Phân Loại Dao Phay - Hutscom
-
Tổng Hợp Các Loại Dao Phay CNC
-
Các Loại Dao Phay Phổ Biến - Ngân Anh Phát
-
Dao Phay Và Các Loai Dao Phay Thông Dụng - Adobus
-
Dao Phay CNC Là Gì? Các Loại Dao Phay CNC Thông Dụng
-
Các Loại Dao Phay Và Tính Năng Của Nó
-
Tìm Hiểu Về Các Loại Dao Phay Và ứng Dụng Của ... - Linh Kiện Văn Thái
-
[2022] Dao Phay Là Gì? Các Loại Dao Phay Phổ Biến - Blog Mecsu
-
Các Loại Dao Phay Ngón Phổ Biến Hiện Nay
-
Các Loại Dao Phay Sử Dụng Phổ Biến Trong Gia Công Cơ Khí