Tìm Hiểu Về Hệ Trục Tọa độ Trên Máy CNC
Có thể bạn quan tâm
Hệ trục tọa độ trên máy CNC là yếu tố cơ bản mà người lập trình máy CNC cần tìm hiểu và thực hành thường xuyên. Việc hiểu rõ về hệ trục tọa độ trên máy CNC và phương pháp xác định chúng không chỉ giúp kỹ có thể điều khiển máy hay các lập trình viên có thể viết chương trình một cách chính xác. Qua đó giúp cho quá trình thiết lập và gia công diễn ra thuận lợi và nhanh chóng hơn.
1. Hệ trục tọa độ trên máy CNC là gì?
Các hệ trục tọa độ máy CNC cho phép bạn mô tả chính xác tất cả các điểm trên bề mặt gia công cũng như trong không gian. Cũng như có thể tính toán quỹ đạo chuyển động của các dụng cụ.
Trên các máy CNC, người lập trình thường sử dụng hệ tọa độ Descartes OXYZ. Chúng được xác định theo quy tắc bàn tay phải và được gắn vào chi tiết gia công.
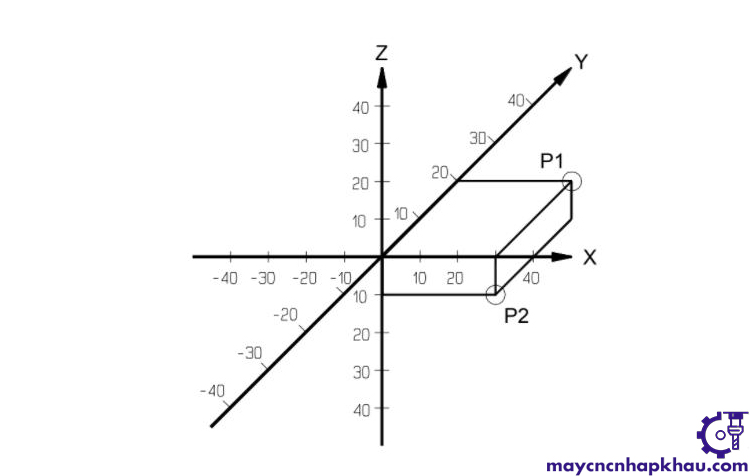
Hệ trục tọa độ trên máy CNC
Gốc của hệ trục tọa độ có thể đặt tại bất kỳ một điểm nào đó trên chi tiết. Nhưng thông thường sẽ chọn tại những điểm thuận lợi cho việc lập trình. Đồng thời dễ dàng kiểm tra kích thước theo bản vẽ của chi tiết gia công mà không phải thực hiện nhiều bước tính toán.
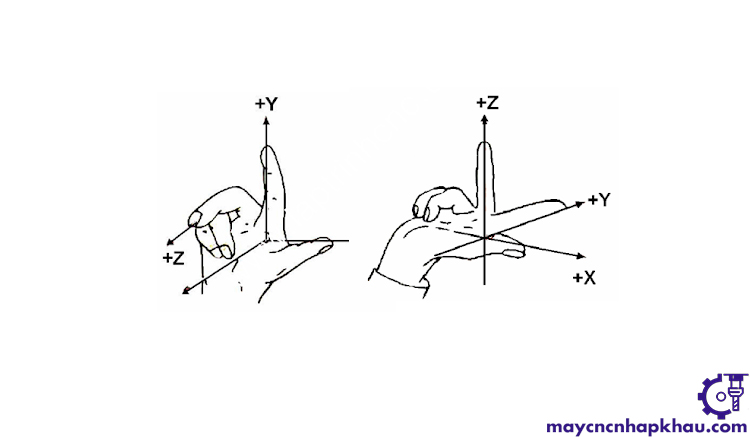
Hệ trục tọa độ trên máy CNC theo quy tắc bàn tay phải
Trên các máy điều khiển theo chương trình số, chi tiết gia công luôn luôn là cố định và gắn với hệ thống tọa độ cố định. Mọi chuyển động tạo hình và cắt gọt đều do dụng cụ thực hiện.
Phương trục chính của máy là phương của trục OZ. Chiều dương của nó được quy ước khi dao tiến ra xa chi tiết. Đối với các chuyển động quay xung quanh các trục tương ứng X, Y, Z được xác định bằng các địa chỉ A, B, C. Chúng sẽ được xác định là dương, khi chiều quay đó có hướng thuận chiều kim đồng hồ.
Ngoài ra, còn một số chuyển động phụ song song với các trục tương ứng với các trục X, Y, Z là các địa chỉ U, V, W.
2. Hệ trục tọa độ trên các loại máy CNC
2.1. Hệ trục tọa độ máy phay CNC
Hệ trục tọa độ máy phay đứng CNC
Trục chính của máy phay đứng CNC có phương thẳng đứng và trùng với phương của trục OZ trong hệ tọa độ Decart.
Trục OX và OY được gắn trên bàn máy. Trục OX có thể dịch chuyển một đoạn dài hơn. Nếu bạn đứng trước máy thì chiều dương của trục X có hướng sang trái và của trục Y có hướng từ trong ra ngoài như hình bên dưới.
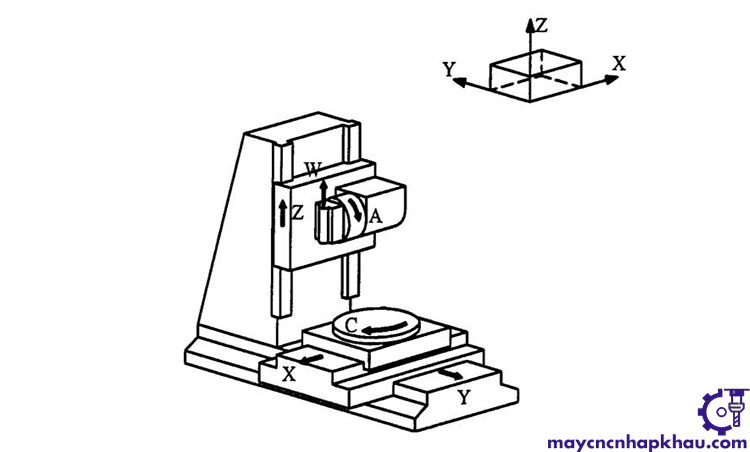
Hệ trục tọa độ máy phay đứng CNC
Hệ trục tọa độ máy phay ngang CNC
Trục chính của máy phay ngang cũng là phương của trục OZ hướng vào máy. Trục OX nằm trên hoặc song song với bàn máy. Chiều dương của nó hướng về phía bên trái và vuông góc với trục OZ như hình bên dưới.
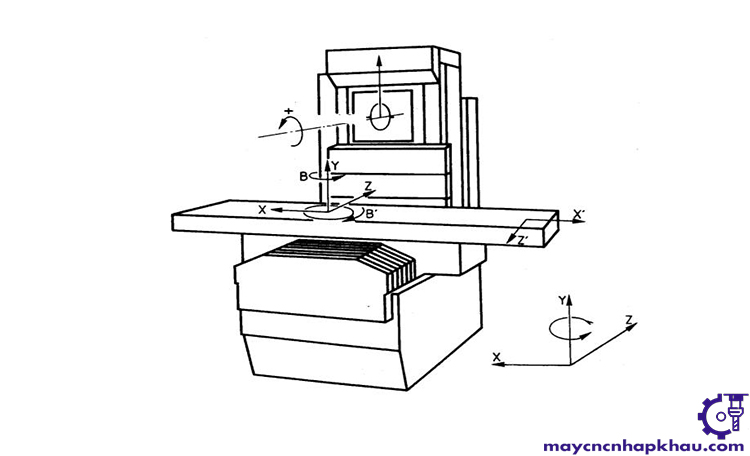
Hệ trục tọa độ máy phay ngang CNC
2.2. Hệ trục tọa độ máy tiện CNC
Máy tiện CNC thường có loại 2D và 3D, trong đó loại 2D phổ biến hơn. Vì nó có thể gia công được tất cả các bề mặt trụ ngoài hoặc trụ trong có đường sinh bất kỳ.
Các máy tiện 3D ngoài các chức năng như ở máy 2D. Có thể bố trí thêm một trục quay thứ 3 là của trục chính, gọi là trục C, quay xung quanh trục OZ. Chiều dương của trục C được biểu diễn theo hướng mũi tên như hình vẽ trong hình bên dưới.
Sau khi thiết lập được hệ trục tọa độ thì người lập trình sẽ tiến hành lấy gốc phôi trên máy tiện CNC cũng như cài đặt các lệnh cần thiết và tiến hành gia công.
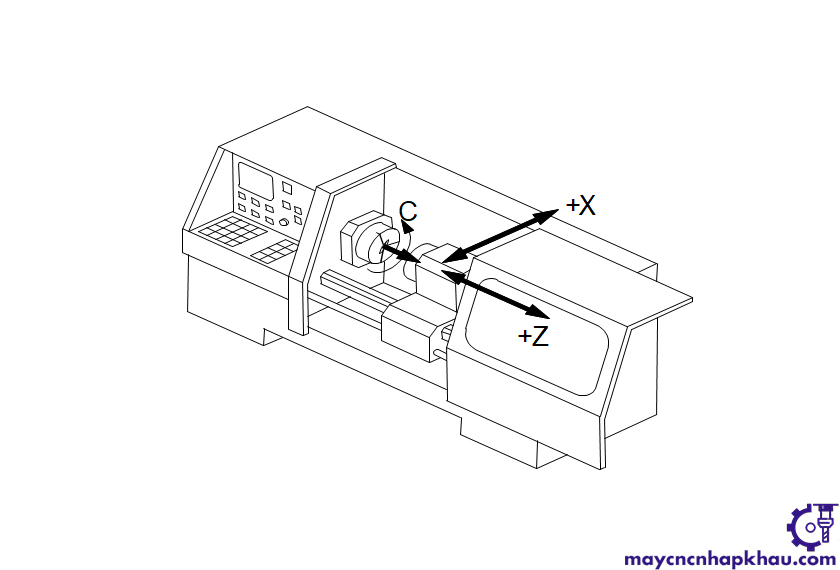
Hệ trục tọa độ máy tiện CNC
2.3. Góc quay của trục
Các trục X, Y, Z đều có trục quay quanh tương ứng đó là trục A, B và C. Trong đó:
- Trục A quay quanh trục X.
- Trục B quay quanh trục Y.
- Trục C quay quanh trục Z.
Nếu nhìn từ gốc tọa độ thì chiều quay sẽ là dương nếu chạy theo kim đồng hồ.
Có thể tìm ra ký hiệu của góc A, B và C trên tọa độ cực theo hình minh họa dưới đây:
- Gốc tọa độ cực tương ứng với góc quay quanh trục Z là C. Nếu điểm đến nằm trong mặt phẳng X, Y của hệ tọa độ.
- Gốc tọa độ cực tương ứng với góc quay quanh trục X là A. Nếu điểm đến nằm trong mặt phẳng X, Y của hệ tọa độ.
- Gốc tọa độ cực tương ứng với góc quay quanh trục Y là B. Nếu điểm đến nằm trong mặt phẳng X, Z của hệ tọa độ.
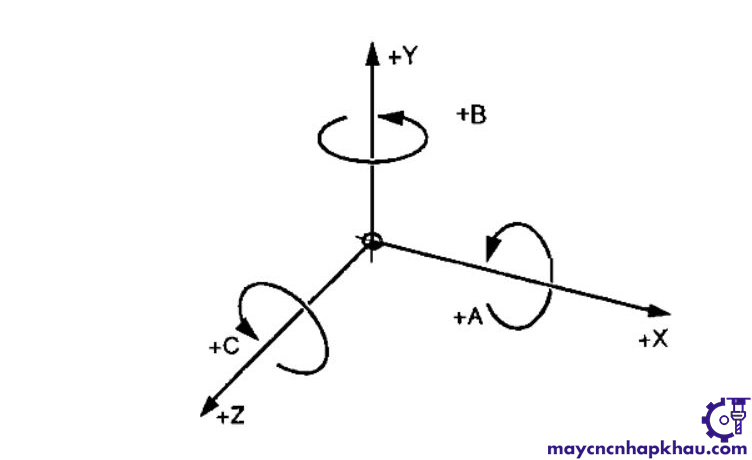
Góc quay của trục
3. Các lệnh thiết lập gốc tọa độ trên máy CNC
Lệnh đăng ký góc tọa độ
Khi lập trình gia công trên máy CNC, người lập trình cần thiết lập các mã gốc đăng ký tọa độ. Và vị trí góc tọa độ X, Y trên bản vẽ chi tiết. Từ đó người vận hành có thể biết vị trí góc tọa độ chương trình và thiết lập vị trí đó vào máy gia công.
Lệnh cài đặt gốc tọa độ lập trình gồm các mã lệnh sau: G54, G55, G56, G57, G58 và G59.
Lệnh dịch chỉnh và thiết lập gốc tọa độ mới trong lập trình CNC
- Lênh dịch chỉnh hệ tọa độ lập trình
Cấu trúc: G52 X… Y… ;
Trong đó X…, Y… là khoảng cách dịch chỉnh để thiết lập hệ tọa độ mới.
- Lệnh thiết lập gốc tọa độ chương trình mới
Cấu trúc:
G10 P(1,…6) X..Y… ; hoặc G54(G55…G59) G10 X…Y… ;
P(1,….6) là số hiệu hệ tọa độ làm việc P1: G54 và P2: G55.
Khi tìm hiểu về hệ trục tọa độ trên máy CNC, bạn cần thực hành nhiều lần với phương pháp bàn tay phải. Việc này giúp rút ngắn thời gian xác định các điểm chuẩn trên máy. Đồng thời hỗ trợ cho việc thiết lập gốc tọa độ dễ dàng và nhanh chóng hơn.
Bên cạnh đó để có thể lập trình CNC một cách dễ dàng, bạn nên tham khảo thêm các lệnh lập trình CNC cơ bản và thực hành thường xuyên. Từ đó tích lũy thêm được nhiều kinh nghiệm và nâng cao tay nghề.
Từ khóa » Trục Trong Máy Cnc
-
Thế Nào Là CNC 3 Trục, 4 Trục Và 5 Trục | Việt Machine
-
Trục Chính Máy CNC Là Gì? Các Loại Trục Chính Máy CNC Hiệu Quả
-
Số Trục Của Máy CNC
-
Trục Chính Máy CNC, Cấu Tạo Và Phân Loại
-
Tìm Hiểu Về Trục Chính Máy CNC Và Dầu Trục Chính Francool
-
Ký Hiệu Các Trục Của Máy Tiện CNC
-
Sự Khác Biệt Của Máy Phay CNC 3 Trục, 4 Trục Và 5 Trục
-
Làm Thế Nào Máy CNC 4 Trục Và 5 Trục Có Thể Tạo Ra Các Chi Tiết Phức ...
-
Các Cụm Trục Quan Trọng Trên Máy CNC
-
TẠI SAO MÁY CNC 3 TRỤC VÀ 5 TRỤC CÓ THỂ TẠO RA NHỮNG ...
-
Tổng Quan Về Máy Phay CNC 3 Trục - Weldcom
-
Máy Gia Công Cnc 5 Trục 2 Bàn Tải Nặng Pro-master - T4
-
Tại Sao Cần Gia Công Bằng Máy 5 Trục? - OnecadVN