Tính Toán Chế độ Cắt Cơ Bản Trong Gia Công Phay | Việt Machine
Có thể bạn quan tâm
Các thông số (chế độ) cắt Phay là một phương pháp gia công có phoi với một dụng cụ cắt quay tròn, các lưỡi cắt không cắt liên tục. Chuyển động cắt được tạo ra do chuyển động quay của dụng cụ cắt. Chiều tiến dao có thể nằm bất kỳ so với hướng cắt. Nó được thực hiện bởi dụng cụ cắt, chi tiết cắt hoặc cả hai (hình 135) phối hợp với nhau để thực hiện quá trình cắt liên tục. Hai thông số quan trọng khi cắt là: • Tốc độ cắt vc. • Tốc độ tiến dao Vf.
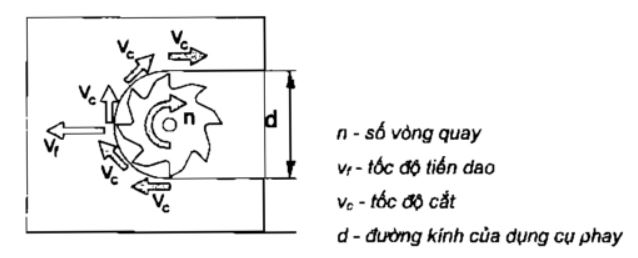
 1. Tốc độ cắt vc Chuyển động cắt là chuyển động giữa dụng cụ và chi tiết gla công, không có chuyển động tiến và chỉ tách phoi một lần trong một vòng quay. Tốc độ cắt tương ứng với tốc độ dài của dao phay tại lưỡi cắt hiện tại. Nó được ký hiệu là vc (m/phút). Nếu số vòng quay của trục là n thì có công thức: vc = pi (3.14).d.n (m/phút) Độ lớn của tốc độ cắt của dao phay chỉ phụ thuộc vào số vòng quay. Tuy nhiên, hưởng cắt luôn luôn thay đổi trong suốt quá trình gla công (xem hình 135). n – số vòng quay Vf tốc độ tiến dao V -tốc độ cắt d – đường kính của dụng cụ phay
1. Tốc độ cắt vc Chuyển động cắt là chuyển động giữa dụng cụ và chi tiết gla công, không có chuyển động tiến và chỉ tách phoi một lần trong một vòng quay. Tốc độ cắt tương ứng với tốc độ dài của dao phay tại lưỡi cắt hiện tại. Nó được ký hiệu là vc (m/phút). Nếu số vòng quay của trục là n thì có công thức: vc = pi (3.14).d.n (m/phút) Độ lớn của tốc độ cắt của dao phay chỉ phụ thuộc vào số vòng quay. Tuy nhiên, hưởng cắt luôn luôn thay đổi trong suốt quá trình gla công (xem hình 135). n – số vòng quay Vf tốc độ tiến dao V -tốc độ cắt d – đường kính của dụng cụ phay
 Hình 135. Giá trị cắt trong phay
Hình 135. Giá trị cắt trong phay
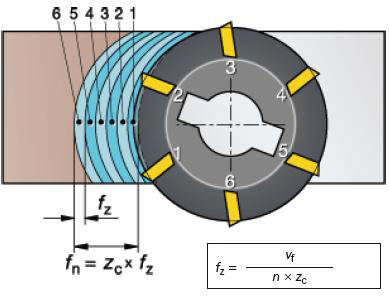
2. Tốc độ tiến dao Vf Chuyển động tìến dao Vf cùng với chuyển động cắt tạo ra quá trình tách phoi liên tục trong nhiều vòng quay. Khi phay tốc độ tiến dao có thể cho theo 3 cách: + Tổc độ tiền dao Vf, + Lượng tiến dao mỗi răng fz, mm/răng + Lượng tiến dao mỗi vòng quay của dao f, mm/vòng Tính tốc độ tiến dao Vf dựa trên lượng tiến dao fz nghĩa là hành trình tiến dao của mỗi răng dao phay. Với số vòng quay n và số răng z ta có công thức sau:
3. Các đại lượng cắt
Khác với tiện, phoi cắt trong phay có dạng không đều (xem hình 136). Vì vậy để mô tả người ta sừ dụng đại lượng chiều dày phoi trung bình hm.
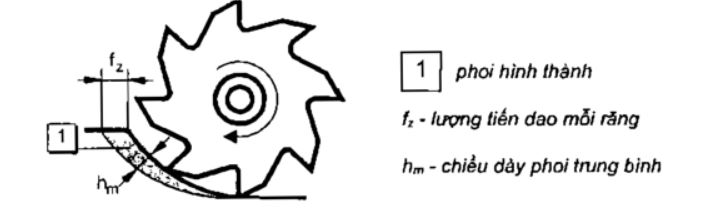 Hình 136. Chiều dày phoi Khi phay mặt trụ, chiều rộng cắt ap là chiều rộng mà phần lưỡi cắt ăn vào chi tiết. Chiều sâu cắt ae được đo trên mặt phẳng tưởng tượng – bề mặt gia công. Hướng cắt và hướng tiến dao nằm trong bề mặt gla công (xem hình 137). Trong phay mặt đầu, ap là chiều sâu cắt, nó được đo vuông góc với bề mặt gia công. Chiều sâu cắt ap tương ứng với chiều rộng của bề mặt được phay. Các giá trị cắt cần được lựa chọn khác nhau tùy theo các ứng dụng cụ thể và được hiệu chỉnh trên máy phay. Điều này cần có rất nhiều kinh nghiệm. Để hỗ trợ có thể sử dụng các bảng tra cứu, cung cấp các giá trị cắt liệu của lưỡi dao cắt. ap – chiều sâu cắt ae – chiều rộng cắt
Hình 136. Chiều dày phoi Khi phay mặt trụ, chiều rộng cắt ap là chiều rộng mà phần lưỡi cắt ăn vào chi tiết. Chiều sâu cắt ae được đo trên mặt phẳng tưởng tượng – bề mặt gia công. Hướng cắt và hướng tiến dao nằm trong bề mặt gla công (xem hình 137). Trong phay mặt đầu, ap là chiều sâu cắt, nó được đo vuông góc với bề mặt gia công. Chiều sâu cắt ap tương ứng với chiều rộng của bề mặt được phay. Các giá trị cắt cần được lựa chọn khác nhau tùy theo các ứng dụng cụ thể và được hiệu chỉnh trên máy phay. Điều này cần có rất nhiều kinh nghiệm. Để hỗ trợ có thể sử dụng các bảng tra cứu, cung cấp các giá trị cắt liệu của lưỡi dao cắt. ap – chiều sâu cắt ae – chiều rộng cắt
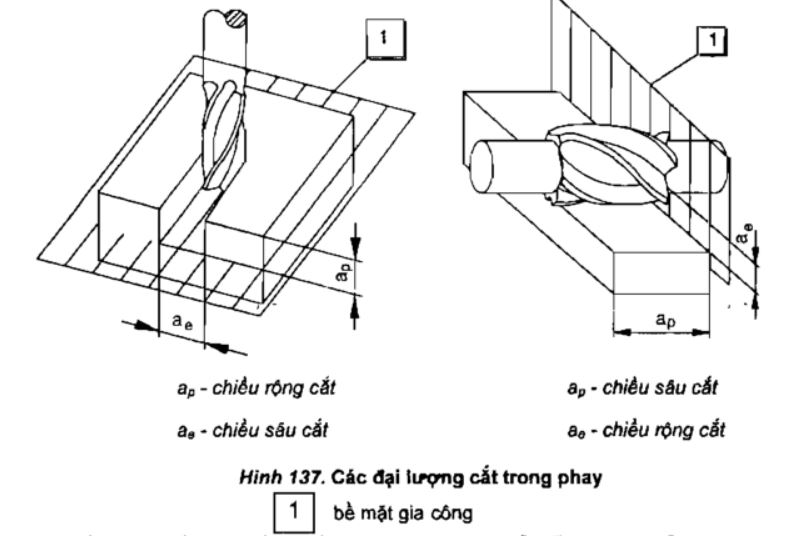 Hình 137. Các đại lượng cắt trong phay
Hình 137. Các đại lượng cắt trong phay
Điều này cần có rất nhiều kinh nghiệm. Để hỗ trợ có thể sử dụng các bảng tra cứu, cung cấp các giá trị cắt phụ thuộc vào vật liệu gia công và vật liệu của lưỡi dao cắt. Thường có các đại lượng cắt sau: • Số vòng quay n. • Lượng tiến dao f • Chiều sâu cắt hoặc chiều rộng cắt ae. • Chiều rộng cắt cũng như chiều sâu cắt ap.
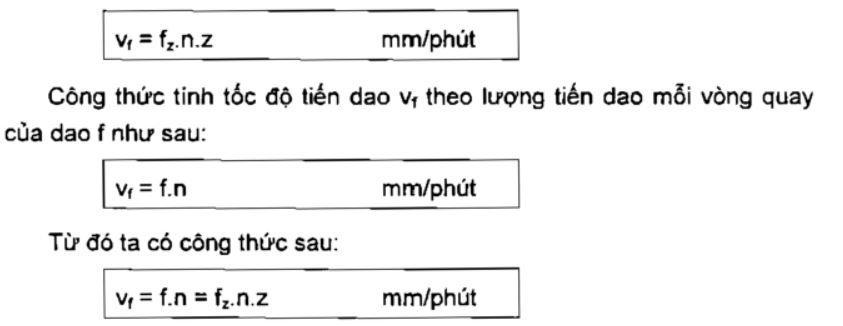
Ví dụ tính toán các thông sổ công nghệ cho gia công CNC Các thông số chính: • Tốc độ cắt vc: vc = pi.d.n m/phút • Tốc độ tiền dao vf: Vf = f.n = fz,n.z mm/phút Ví dụ 1. Tính tốc độ cắt vc khi phay, biết đường kính dao phay d = 50 mm và số vòng phay n = 520 vòng/phút. Giải: Ta có: vc = pi.d.n vc = pi.0,05.m.520 vòng/phút Kết quả: vc = 82 m/phút Ví dụ 2. Tính số vòng quay n của dao phay ngón có đường kính D = 12 mm và phay với tốc độ cắt vc = 120 m/phút. Giải: Ta có: vc = pi.d.n Suy ra:  Ví dụ 3. Phay mặt phẳng với tốc độ cắt vc = 180 m/phút, số vòng quay không vượt quá 400 vòng/phút. Tính đường kính d tối đa của dao phay trụ mặt đầu để các giá trị trên không bị vượt quá. Giải: Ta có: vc =pi.d.n, hoặc
Ví dụ 3. Phay mặt phẳng với tốc độ cắt vc = 180 m/phút, số vòng quay không vượt quá 400 vòng/phút. Tính đường kính d tối đa của dao phay trụ mặt đầu để các giá trị trên không bị vượt quá. Giải: Ta có: vc =pi.d.n, hoặc
Từ khóa » Chế độ Phay Tinh
-
Công Thức Tính Toán Chế độ Cắt Cho Phay Và Tiện - Hutscom
-
Công Thức Tính Chế độ Cắt Cho Phay Và Tiện - CNC Ánh Kim
-
Công Thức Tính Toán Trong Quá Trình Phay – CÔNG TY TNHH ADOBUS
-
Tính Toán Các Thông Số Trong Chế độ Cắt Cho Quá Trình Gia ...
-
Công Thức Tính Toán Chế Độ Cắt Cho Phay Và Tiện Dễ Hiểu Nhất
-
Tính Toán Chế độ Cắt Cho Nguyên Công Phay 2 Mặt Bên C, D
-
Top 15 Chế độ Phay Tinh
-
CÔNG THỨC TÍNH TOÁN CHẾ ĐỘ CẮT CHO PHAY VÀ TIỆN
-
Bảng Chế độ Cắt Của Dao Phay Cho Mọi Người Tham Khảo
-
4 Cách Tính Thời Gian Trong Gia Công Phay Tiện CNC - GBTech
-
Chế độ Cắt Khi Phay, Tiện Tối ưu Trong Gia Công Cơ Khí Chế Tạo - GBTech
-
Phần Mềm Tính Chế độ Cắt Khi Phay - CNC3DS
-
Thông Số Tối ưu Chế độ Cắt Khi Phay, Tiện Trong Gia Công Cơ Khí Chế Tạo
-
Top 9 Công Thức Tính Chế Độ Cắt Khi Phay - Interconex