Bảo Trì Sửa Chữa Băng Máy, Bàn Dao,bàn Máy, Băng Trượt
Có thể bạn quan tâm
Băng máy
Băng máy là bề mặt quan trọng khi làm việc của các máy cắt kim loại,có ảnh hưởng đến đô chính xác của các chi tiết ra công. Băng máy lại là bề mặt làm việc của thân máy nên việc sửa chữa nó phải hết sức thận trọng và tỷ mỉ
Các điều kiện kỹ thuật đảm bảo khi sửa chữa băng máy
– Băng máy phải thẳng và phẳng các bề mặt của băng máy phải song song với nhau .
– Sau khi sửa chữa lần cuối các băng máy làm việc theo ma sát trượt, các vết sơn tiếp súc khi kiểm tra bằng thước thẳng, mặt phẳng và mặt trượt của chi tiết đối tiếp phải bằng hoặc lớn hơn các trị số cho trong bảng và phải phân bố đều.
Bảng Số điểm sơn tiếp xúc ít nhất cần có của các băng máy ma sát trượt khi kiểm tra bằng thước thẳng hoặc mặt phẳng mẫu.
| Bề mặt | Số điểm sơn tiếp xúc/ 25×25 |
| Đốivới máy chính xác cao | 20 |
| Đốivới máy chính xác thường | 16 |
| Mặt trượt ở bàn máy | 10 |
| Mặt trượt ở bàn dao và con trượt | 10 |
| – Trên bề mặt băng máy không được có vết xước, rỗ, lõm, vết gia công cơ ( trừ vân cạo), ba via… |
– Đô cứng phải đổng đều trên toàn bô bề mặt.
– Băng máy dài đến 1.5 m không được quá 3 chỗ hàn đắp. Băng máy dài trên
1,5m không được quá 6 chỗ hàn đắp.
– Đảm bảo độ vuông góc giữa các bề mặt băng máy nằm ngang và bề mặt băng máy thẳng đứng ( ở các máy mài tròn…)
– Chỗ chuyển tiếp từ mặt không gia công đến mặt gia công hoặc giữa các mặt gia công với nhau phải vát hoặc lượn tròn.
Các phương pháp sửa chữa băng máy
Tuỳ theo chiều dày lớp kim loại được lấy đi ở nguyên công gia công chủ yếu, người ta phân biệt 3 phương pháp sửa chữa băng máy chủ yếu: Phương pháp cạo, phương pháp mài và phương pháp bào hoặc phay.
- Phương pháp cạo Chọn phương pháp sửa chữa băng máy
Bảng Chọn phương pháp sửa chữa băng máy
| Độ mòn, mm | Phương pháp sửa chữa |
| 0,2 | (Cạo ) hoăc (cạo + mài nghiền) |
| 0,3 | (mài) hoặc ( dũa+ cạo) |
| 0,3-0,5 | (bào tinh hoặc dũa)+(cạo hoặc mài nghiền) |
| 0,5 | Bào thô rồi bào tinh, sau đó mới bào hoặc cạo. |
Khi cạo, phải cạo chỗ ít mòn nhất, lượng dư để cạo không được quá trị số cho trong bảng 11.3. Trong quá trình cạo phải kiểm tra độ phẳng của mặt được cạo bằng số vết sơn in vào dùng thước hay mặt phẳng mẫu để kiểm tra. Mỗi lần kiểm tra, phải chùi sạch vết sơn cũ ở bề mặt băng máy, chùi sạch thước kiểm bằng khăn có thẩm xăng rồi lau bằng khăn lau khô, sau đó phết sơn lên băng máy. Lớp sơn thật đều và mỏng, cạo càng tinh, lớp sơn kiểm tra phải càng mỏng muốn vậy ta dùng một thước kiểm khác gạt đều lên băng máy.
Lượng dư cho cạo, mm (Bảng 11.3): Bảng Lượng dư cho cạo, mm
| Chiều rộng mặt phẳng | Chiều dài mặt phẳng được cạo, mm | ||||
| 100 – 500 | 500- 1000 | 1000-2000 | 2000-4000 | 4000-6000 | |
| được cạo, mm | |||||
| 100 | 0.05 | 0.08 | 0.10 | 0.12 | 0.15 |
| 100-500 | 0.08 | 0.10 | 0.12 | 0.15 | 0.20 |
Khi cạo, ngoài đô thẳng và đô phẳng cần kiểm tra đô song song của các bề mặt băng máy (bằng đổng hổ so và đổ gá) và đô cong vênh của toàn bô băng (băng nivo và cầu kiểm tra được bắc ngang qua băng máy).
Phương pháp cạo đảm bảo chất lượng bề mặt mặt cao nhưng tốn sức, năng suất thấp và đắt tiền, vì vậy nên thay băng mái tính hoặc kết hợp cạo với mái nghiền bằng bôt mài; đôi khi có thể dùng bào với dao bào rông bản đạt năng suất rất cao.
b) Phương pháp mài: Nguyên công mài có thể tiến hành trên máy mài chuyên dùng hoặc trên máy bào giường, máy phay giường với đổ gá mài. Dùng đá mài hình bát trụ (hoặc bát côn) đường kính 100 – 175mm, tốc đô cắt 30 – 40m/s. Còn có thể dùng môt đổ gá mài rất gọn nhẹ đặt trực tiếp lên băng máy cần sửa chữa và dịch chuyển băng truyền đông xích.
Bảng Các dạng cạo và công dụng.
|
| Tinh | 5-10 | 3-5 | 20-25 | Gia công tinh dụng cụ kiểm tra |
| Tinh | – | – | – | Dể trang trí, tạo văn hoá |
Phương pháp mài đảm bảo chính xác cao và năng suất cao, vì vậy nó được sử dụng rông rãi ở các nước tiên tiến để sửa chữa băng máy. Người ta thường kết hợp mài băng máy và cạo mặt trước của các chi tiết đối tiếp (như đế ụ đông, bàn dao dọc máy tiện, mặt trượt bàn máy bào,vv…)
c) Phương pháp bào: Phương pháp này rất thích hợp để sửa chữa những băng máy bị mòn nhiều. Máy được sửa chữa phải bắt chặt trên máy bào giường và điều chỉnh cẩn thận bằng đổng hổ so. Khi kẹp chặt đừng siết bulông quá mức vì có thể làm cho băng máy bị biến dạng đàn hổi, không đạt được đô chính xác sau khi gia công.
Thoạt tiên bào thô, sau đó dùng đổng hổ so kiểm tra đô thẳng và điều chỉnh băng chêm. Bào tinh bằng dao bào rông bản có gắn mảnh hợp kim BK6 hoặc BK8, chiều rông lưỡi cắt của dao tới 40mm. Mặt trước và sau của dao được gia công tinh bằng mài nghiền. Khi bào gá nghiêng lưỡi cắt đi 15 -300 so với đường vuông góc của phương tiến dao đẻ giảm lực cắt, tăng đô nhẩn gia công. Lượng dư bào tinh nên lấy là 0,3 – 0,6 mm và gia công làm 4-7 bước: Hai bước đầu với chiều sâu cắt 0.08 – 0.12mm; ba, bốn bước sau với chiều sâu cắt 0.05mm; bào tinh là nguyên công cuối cùng của công việc sửa chữa. Sau khi bào tinh băng máy có thể đạt đô nhẩn bề mặt À 7, À 8, sai số về đô phẳng và đô vênh không quá 0.02mm trên chiều dài 1000mm.
Nếu không có dao bào rông bản, có thể bào thô rổi cạo hoặc mài.
Ngoài ba phương pháp cơ bản trên, các phương pháp kết hợp nhiều hình thức gia công (cạo, mài, bào , mài nghiền) cũng được dùng rông rãi nhằm mục đích phát huy ưu điểm của từng hình thức gia công cơ ở các giai đoạn sửa chữa băng máy (thô, bán tinh, tinh) để đạt năng suất cao, đô nhẩn bề mặt và đô chính xác hợp yêu cầu kỹ thuật.
Sửa chữa băng máy tiện
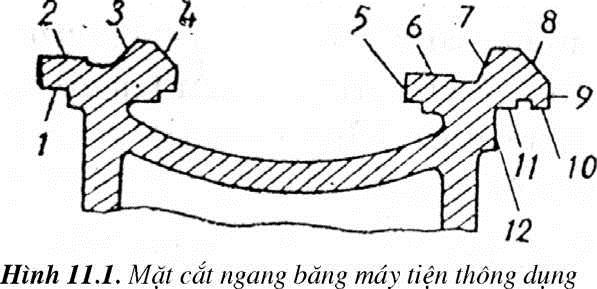
Sửa chữa băng máy tiện. Hình Giới thiệu kết cấu thường gặp nhất của mặt cắt ngang. Băng máy tiện thông dụng, trình tự sửa chữa băng máy này bằng phương pháp cạo như sau:
– Đặt thân máy lên giá hoặc bàn phẳng hoặc nền cứng trên các chêm. Điều chỉnh độ thăng bằng gá đặt. Dùng nivô khung kiểm tra độ thẳng đứng của mặt cạnh ở đầu lắp ụ trước. Sai lệch cho phép không quá, 0.04-0.05mm trên chiều dài 1000mm. Dùng ni vô đặt dọc theo mặt 6 để kiểm tra độ thăng bằng theo phương nằm ngang, sai lệch không quá 0,02mm trên chiều dài 1000mmm. Dùng thước thẳng đặt dọc theo mặt 6 kiểm tra độ cong vênh gá đặt hoặc đặt thước thẳng dọc theo mặt 11 cũng được.
– Cạo mặt 6 (các mặt 3, 4 là mặt trượt của ụ sau) đạt chính xác về độ thẳng và độ phẳng. Độ không thẳng không vượt quá 0,02mm trên 1000mm. Kiểm tra độ phẳng bẳng vết sơn tiếp xúc. Phải dạt 10 vết sơn trên mỗi diện tích 25 x 25mm. Có thể dùng mặt 11 và mặt 12 làm chuẩn để kiểm tra mặt 6. Mặt 11 và 12 dùng đẻ định vị khi lắp thanh răng khớp với bánh răng trong hộp xe dao. Hai mặt này không bị mòn nên khi sửa chữa không gia công chúng.
– Cạo hai mặt 3 và 4. Kiểm tra độ thăng bảng thước mẫu. Độ không thẳng không vượt quá 0,02mm trên 1000mmm. Như vậy nếu dùng thước mẫu dài một mét đặt dọc theo các mặt 3 và 4 thì không chỗ nào có khe hở có thể lùa căn lá dày 0.02mm trở lên. Thước mẫu được dịch chuyển trên suốt chiều dài bề mặt cần kiểm tra. Kiểm tra đô thăng bằng của mặt 3 và 4 kết hợp với mặt 6 bằng cách đạt nivô khung trên đế ụ sau (mặt tiếp xúc với băng máy của đế ụ sau đã được cạo sửa chính xác) rổi dịch chuyển đế ụ sau trên suốt chiều dài băng máy. Sai số về đô thăng bằng hoặc xoắn vở đỗ của ba mặt 3, 4, 6 cho phép tới 0,02mm trên chiều dài 1000mm.
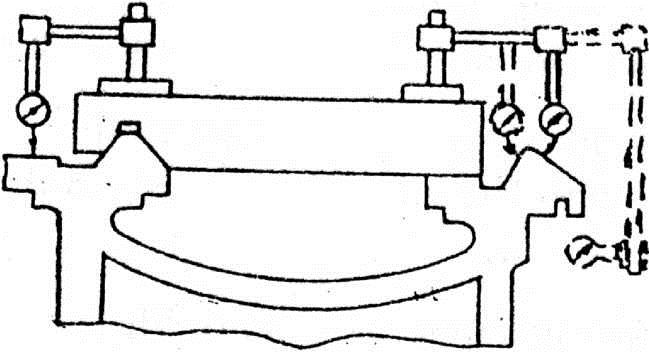
– Cạo các mặt trượt dành cho bàn dao. Trước tiên cạo mặt 7. Đô thẳng được kiểm tra bằng thước thẳng, sai số cho phép tới 0,02mm trên 1000mm. Đô song song của mặt 7 với các mặt 3, 4, 6 được kiểm tra đổng hổ so đặt trên đế ụ sau (Hình 11.2).
Kiêm tra độ song song của các mặt 1, 2, 7, 8,10 với nhau và với các mặt 3, 4, 6 (Số’ chỉ các mặt ở hình 11.1)
– Đô không song song cho phéơ không quá 0,02mm trên 1000mm.
– Cạo mặt 8. Yêu cầu kỹ thuật và cách kiểm tra giống mặt 7.
– Cạo mặt 2. Yêu cầu kỹ thuật và cách kiểm tra giống mặt 7.
– Kiểm tra tổng thể ba mặt 2, 7, 8 bằng cách đặt bàn trượt dọc của bàn dao lên ba mặt này.
Đặt nivô lên bàn trượt dọc và kiểm tra đô thăng bằng theo hai phương vuông góc trong mặt phẳng ngang của cụm mặt 2, 7, 8. Dịch chuyển bàn trượt dọc theo chiều dài băng máy. Đô cong vênh và mất thăng bằng cho phép không vượt quá 0,02mm trên 1000mm.
Đặt giá đồng hồ so lên bàn trượt dọc lên bàn trượt dọc và dùng đồng hồ so kiểm tra độ song song của các mặt 2, 7, 8 với hai mặt 11 và 12. Độ không song song cho phép là 0,1mm trên suốt chiều dài băng máy.
– Cạo hai mặt 1 và 10. Độ thẳng được kiểm tra băng thước mẫu. Độ song song của mặt 1 và 10 với các mặt 2, 4, 8 được kiểm tra bằng đồng hồ so gắn trên bàn trượt dọc của bàn dao. Độ không song song giữa mặt 1 và 10 với các mặt 1, 7, 8 cho phép tới 0,03mm trên toàn bộ chiều dài băng máy. Cũng có thể dùng panme để kiểm tra độ song song giữa mặt 1 và 2 bằng cách đo trị số khoảng cách của hai mặt này tại một số vị trí cách đều nhau trên suốt chiều dài băng máy.
– Các mặt 5 và 9 không phải sửa chữa.
Trên đây ta thấy rõ ràng đã dùng các mặt 3, 4, 6 (các mặt trượt dọc dành cho ụ sau) làm chuẩn trong quá trình sửa chữa vi băng máy tiền vừa xét thuộc nhóm
I, các mặt 3, 4, 6 bị mòn rất ít.
Cũng có thể hai mặt 11 và 12 làm chuẫn trong suốt quá trình sửa chữa nhưng hơi khó sử dụng các trong khi sửa chữa. Cỗu vạn năng phức tạp, khó kiếm, nên hai mặt 11 và 12 ít được dùng sửa chữa dụng cụ kiểm tra. Nếu dùng hai mặt này làm chuẩn, phải dùng cầu kiểm tra vạn năng
Bàn dao máy tiện
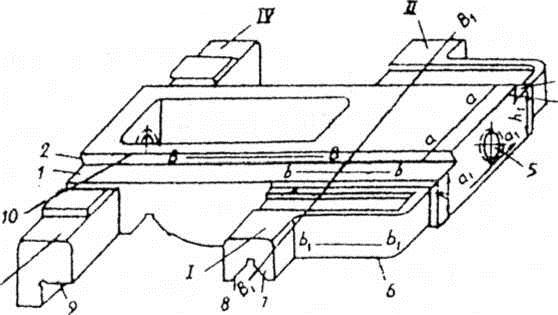
Bàn trượt dọc
Bàn trượt dọc nối cứng với hộp xe dao và mang toàn bộ xe dao cùng bàn dao chuyển động tịnh tiến dọc băng máy. Phục hồi bàn trượt dọc phức tạp nhất và tốn nhiều thời gian nhất so với sửa chữa các chi tiết khác của bàn giao. Khi sửa chữa bàn trượt dọc cần phải phục hồi.
– Độ song song giữa các mặt 1,2,3,4 với nhau ( hình 11.3) và độ song song của chúng với đường tâm 5 của vítme chạy giao ngang.
– Đô song song theo phương ngang (a-a, a1 – a ) và phương dọc (b-b, b1 – b1) của các mặt 1 và 3 với mătj lắp ghép của bàn trượt dọc với hôp xe dao ( tức là với mặt 6)
– Đô vuông góc giữa các mặt 1,2,3,4 với các mặt 7 và 8( hai mặt trượt trên sông trượt băng máy)
– Đô vuông góc giữa các mặt 6 với mặt lắp hôp chạy dao trên thân máy.
– Đô đổng tâm giữa các lỗ lắp trên trục vít me, trục trơn ở trục xe dao với lỗ lắp trên trục này trên trục chạy dao.
Khi sửa chữa bàn trượt dọc, phải đảm bảo các bánh răng ở hôp xe dao ăn khớp tốt với thanh răng chạy dao dọc và bánh răng và xích chạy dao ngang, đổng thời phải đảm bảo các chuỗi kích thước có lắp ghép liên quan của máy.
Không lên bắt đầu sửa chữa các mặt 7, 8, và 9 vì sau đó khi sửa chữa các bề mặt khác sẽ tốn nhiều công sức và thời gian. Hợp lý nhất là bắt đầu từ các mặt 1, 2, 3, 4.
Bàn trượt ngang
Bàn trượt ngang lắp trên bàn trượt dọc để thực hiện chuyển đông chạy giao ngang. Yêu cầu kỹ thuật chủ yếu của bàn trượt ngang là đô thẳng của các mặt 1, 2, 3, 4 (Hình 11.4) và đô song song giữa mặt 1 và 2. Khi sửa chữa bàn trượt ngang tiện nhất là sử dụng phương pháp mài. Kỹ thuật gia công và kiểm
tra kỹ thuật cácc mặt trước và sau khi gia công đã nêu tỉ mỉ ở phần sửa chữa bàn trượt dọc.
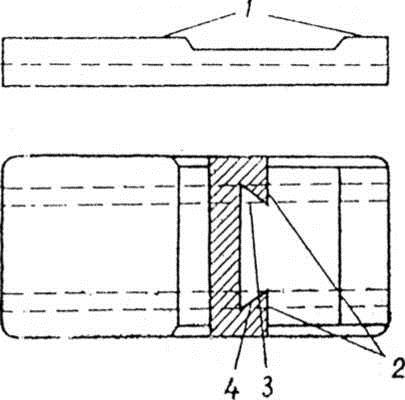
Bàn trượt ngang của bàn dao máy tiện
Từ khóa » Tháo Bàn Dao Máy Tiện
-
Cơ Cấu Bàn Dao Máy Tiện - YouTube
-
Hướng Dẫn Tháo Máy, Bảo Trì Máy Công Cụ - Lập Trình CNC
-
Giáo Trình Tháo Lắp Máy Công Cụ - Tài Liệu Text - 123doc
-
Hướng Dẫn Sử Dụng Và Lắp đặt Máy Tiện
-
Tháo Và Lắp Dao Cắt CNC Như Thế Nào ? - CNC Ánh Kim
-
Bài 49: Lắp, Tháo, Chỉnh Thẳng Các Tâm Máy Tiện - Phần Mềm Kỹ Thuật
-
Phương Pháp Thay Thế Nhanh Dụng Cụ Cắt Trên Máy Tiện
-
Thiết Lập điểm Thay Dao Cho Máy Tiện CNC Theo ý Muốn - Cammech
-
Tài Liệu Đồ án May Lập Quy Trình Tháo Lắp Và Bảo Trì HỘP TRỤC ...
-
Maytien
-
Hỏi Trục Xoay Dao Trên Máy Tiện Cnc - CNCProVN
-
Cơ Cấu Thay Dao Máy CNC Là Gì? Các Dạng Cơ Cấu Cơ Bản
-
SỬA CHỮA MÁY TIỆN CNC