Các Chu Trình Trong Lập Trình Phay Cnc Thường Dùng Nhất
1. Các chu trình trong lập trình phay cnc là gì
Trong chương trình NC, các chu trình gia công được sử dụng thường xuyên có thể được ra lệnh trong một khối bằng cách sử dụng các chu trình cố định mã lệnh G.
1.1 Khái niệm cơ bản về các chu trình trong lập trình phay cnc
Chuyển động
Chu trình cố định mã G bao gồm sáu hoạt động sau đây.
1… Định vị trục X và Y (đối với mặt phẳng XY G17)
2… Đi nhanh đến điểm an toàn R
3 … Gia công
4… Cắt đến điểm cuối của lỗ
5 … Thoát đến điểm an toàn R
6 … Thoát về mức ban đầu
Mức ban đầu là vị trí bắt đầu chu trình cố định.
Điểm R có nghĩa là điểm tham chiếu, và trong trường hợp của mặt phẳng XY (G17), nó là vị trí tham chiếu của trục Z. Vị trí của điểm R được xác định bởi một đối số khi bắt đầu chu trình cố định.
Mức điểm trở về của dao
Khi bạn để dụng cụ thoát khỏi đáy lỗ, bạn có thể quyết định mức độ thoát với G98 và G99. G98 là trở lại mức ban đầu và G99 là trở lại điểm an toàn R.
Hủy chu trình cố định
Chu trình cố định bị hủy bỏ bằng cách ra lệnh G80. Chu trình cố định cũng bị hủy bởi mã G của nhóm 01 và lệnh của G00, G01, G02, G03.
Ở đây, Tôi sẽ giải thích các chu trình cố định được sử dụng thường xuyên:
2. Các chu trình trong lập trình phay cnc thường dùng nhất
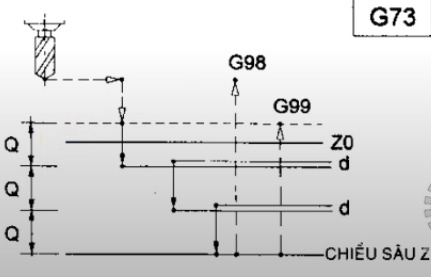
2.1 Chu trình G73 | Chu trình khoan sâu tốc độ cao
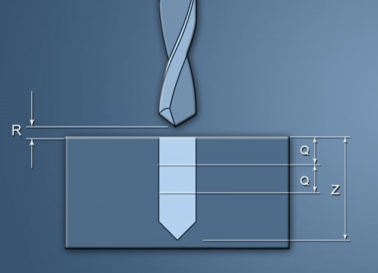
Nguyên lý hoạt động của G73: Đầu tiên mũi khoan sẽ di chuyển đến tọa độ x, y. Sâu đó di chuyển xuống vị trí cao độ an toàn R. Từ đây nó sẽ bắt đầu cắt xuống 1 lượng Q, sau đó nhấc lên 1 chút xíu để bẻ phoi, Tiếp tục nó lại cắt xuống 1 lượng Q nữa và nhấc lên chút xíu để bẻ phoi. Cứ thế nó sẽ chạy cho đến lúc nào đạt giá trị Z thì nó sẽ lui về. Khi lui về nó phụ thuộc vào G98, hay G99 đi kèm với nó. Nếu G99 thì nó sẽ rút về điểm an toàn R. Còn G98 thì nó rút về mặt phẳng x, y ban đầu của tọa độ tâm lỗ.
Cấu trúc lệnh G98(G99) G73 X_ Y_ Z_ R_ Q_ F_ K_
X: Tọa độ lỗ theo phương X
Y: Tọa độ lỗ theo phương Y
Z: Độ sâu của lỗ
R: Cao độ an toàn
Q: Độ sâu của mỗi lần khoan
F: Tốc độ tiến dao
K: Số lần lặp lại (tùy chọn)
Ví dụ:
%O1000
G17 G21 G40 G49 G90 G54
T1M6
G43 Z10 H1 M08
G73 G98 X300. Y250. Z –50. R5. Q3. F0.25 K1
G80 G28 X300. Y250. Z60.
M09
G90
M30
%
2.2 Chu trình taro ren G84 , G74


Dùng G84 tarô ren phải, trước khi gọi chu kỳ G84 thì M3 phải có hiệu lực.
1 Di chuyển nhanh đến vị trí tâm lỗ XY
2 Di chuyễn nhanh xuống cao độ R
3 Chuyển động cắt gọt đến chiều sâu Z với bước tiến F = S*P(bước ren)
4 Dừng quay trục chính
5 Trục chính quay ngược (M4) và cắt gọt về đến mức R
6 Dừng trục chính
7 Trục chính quay bình thường (M3)
Ví dụ: Gia công ren M10x1.5
2.3 Chu trình Taro ren trái G74.
Về cơ bản thì giống G84 nhưng chỉ khác ở chiều quay trục chính M04.
 1 Di chuyển nhanh đến vị trí tâm lỗ XY
1 Di chuyển nhanh đến vị trí tâm lỗ XY
2 Di chuyễn nhanh xuống cao độ R
3 Chuyển động cắt gọt đến chiều sâu Z với bước tiến F = S*P(bước ren)
4 Dừng quay trục chính
5 Trục chính quay ngược (M3) và cắt gọt về đến mức R
6 Dừng trục chính
7 Trục chính quay bình thường (M4)
Ví dụ:

2.4 Chu trình khoan G81.
Dùng khoan tâm và khoan những lỗ nông.
Khoan được thực hiện bằng lệnh: G99 (G98) G81 X…Y…Z…R…F…K… ;
X, Y: Vị trí lỗ
Z: ( chiều sâu lỗ) Khoảng cách từ điểm R đến đáy lỗ
R: Cao độ an toàn
F: Bước tiến dao
K: Số lần lặp lại (tùy chọn)
2.5 Chu trình khoan G83
Cấu trúc lệnh:
G99 (G98) G83 X…Y…Z…R…Q…F…K… ;
X…, Y… Tọa độ tâm lỗ.
Z… Chiều sâu đáy lỗ.
R… Cao độ an toàn.
F… Bước tiến dao.
Q…Chiều sâu mỗi lần khoan.
K… số lần lắp lại tọa độ tâm XY và chiều sâu Z.
♦ Các bước chạy dao :
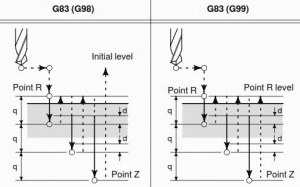
Chạy dao nhanh đến tọa độ tâm lỗ.
Tiến dao nhanh xuống cao độ R. (tiến dao theo trục Z)
Tiến dao xuống chiều sâu q với tốc độ bằng bước tiến F.
Thoát dao nhanh về cao độ R.
Tiến dao nhanh đến chiều sâu cắt trước đó.
Tiến dao xuống chiều sâu q.
Quá trình được lặp lại cho đến khi đạt được chiều sâu đáy lỗ mà bạn đã lập trình.
Thoát dao về cao độ R nếu bạn dùng G99 hoặc về mức ban đầu nếu bạn dùng G98.
Ví dụ sử dụng G81 và G83

N10 M06 T01
N20 G90 G00 X10 Y30 Z12 S1000 M03
N30 G99 G81 X10 Y30 Z-17 R2 F75 (Lỗ 1)
N40 Y10 (Lỗ 2)
N50 X30 (Lỗ 3)
N60 Y30 (Lỗ 4)
N70 G98 X90 (Lỗ 5)
N80 G99 Y10 (Lỗ 6)
N90 X110 (Lỗ 7)
N100 G98 Y30 (Lỗ 8)
N110 G91 G80 G28 X0 Y0 Z0 M05
N120 M06 T02
N130 G90 G00 X60 Y28 Z12 S750 M03
N140 G99 G83 X60 Y28 Z-17 Q6 R2 F60 (Lỗ 9)
N150 G98 Y12 (Lỗ 10)
N160 G91 G80 G28 X0 Y0 Z0 M05
N170 M30
Giải thích quá trình hoạt động của chương trình:
N10- Thay dao (M06) thành dao số 1
N20- Di chuyển nhanh đến X10 Y30 Z12, Trục chính bắt đầu quay theo chiều kim đồng hồ (M03) với 1000 vòng / phút (S1000).
N30- Bắt đầu khoan (G81) tại X10 Y30 với tốc độ cắt (F75) . Rút về mặt phẳng R sau khi khoan.
N40- Vị trí khoan tiếp theo Y10 (vì G99 là mã G phương thức nên sẽ tiếp tục xuống mặt phẳng R cho đến khi G98 được đưa ra).
N50- Khoan tiếp theo tại X30.
N60- Khoan ở Y30
N70- Khoan ở X90 & Rút về mặt phẳng ban đầu.
N80- Khoan tại Y10 & Rút về mặt phẳng R.
N90- Khoan ở X110
N100- Khoan ở Y30 & Rút về mặt phẳng ban đầu.
N110- Chu trình khoan bị hủy (G80), trở về điểm chuẩn (G28) để thay dao, dừng trục chính (M05).
N120- Thay dao (M06) thành dao số 2.
N130- Di chuyển nhanh đến X60 Y28 Z12, trục chính bắt đầu quay với tốc độ 750 vòng / phút (S750) theo chiều kim đồng hồ (M03).
N140- G83 bắt đầu khoan ở X60 Y28, độ sâu khoan là Z-17 và lượng khoan là Q 6, tốc độ tiến dao là F60
N150- Khoan tiếp lỗ khác tại Y12 (quay trở lại điểm ban đầu).
N160- G83 Chu trình khoan bị hủy với G80, dao quay trở lại điểm chuẩn (G28), trục chính dừng lại (M05).
N170- Kết thúc chương trình và quay lại đầu chương trình (M30)
2.6 Chu trình doa tinh G85
Cấu trúc lệnh: G99(G98) G85 X…Y…Z…R…F…K… ;
Bạn dùng chu kỳ này để doa tinh lỗ nếu bản vẽ yêu cầu về độ chính xác. Dao di chuyển theo hai chiều nghĩa là tiến dao xuống và rút dao lên đều tiến theo bước tiến F. Nhưng bạn sử dụng chu trình này thì độ bóng không được cao vì do có chế độ lùi dao.
XY : vị trí tâm lỗ
R: cao độ an toàn
F : Bước Tiến dao
K: số lần lắp lại tọa độ tâm XY và chiều sâu Z

1- Di chuyển nhanh đến vị trí X, Y.
2- Di chuyển nhanh tới mặt phẳng R.
3- Cắt với bước tiến dao F từ mặt phẳng R đến độ sâu Z.
4- Lui về từ độ sâu Z đến mặt phẳng R.
Nếu G99 được đưa ra thì việc gia công lỗ này sẽ kết thúc.
5- Di chuyển nhanh đến mặt phẳng Ban đầu ở tọa độ tâm x, y khi G98 được đưa ra trong chương trình với G85. Cách thức giống lệnh G81.
Như vậy qua Bài này Tôi đã giải thích chi tiết cho Bạn về các chu trình trong lập trình phay cnc thường dùng nhất rồi. Học xong phần này Bạn nên xem qua các Bài học về lập trình phay cnc dưới đây:
- Lợi ích khi dùng chương trình NC
- Cấu trúc của chương trình NC
- Hệ tọa độ trong chương trình NC
- Các toán tử trong chương trình NC thường dùng nhất
- Hướng dẫn sử dụng Biến trong chương trình NC
- Thay đổi giá trị của Biến trong chương trình NC
- Cách tạo một chương trình thành macro
- Giải thích các mã lệnh trong lập trình phay cnc thường dùng nhất
Cảm ơn bạn đã đọc đến cuối. Nếu Bạn có quan tâm về:
Các khóa học lập trình cnc cấp tốc
thì Hãy liên hệ với Tôi :
Lập trình tiện NC (2 trục, 3 trục).
Lập trình phay NC (3 trục ).
Lập trình tiện CNC bằng phần mềm Mastercam
Lập trình Phay CNC 2D, 3D, 4,5 trục bằng phần mềm Mastercam.
Cảm ơn Bạn đã theo dõi. Tiếp nối Bài: Các mã lệnh trong lập trình phay cnc bạn hãy đăng ký miễn phí để theo dõi khi có bài viết mới nhất nha.
Đăng ký Kênh Cad/Cam/Cnc: Đăng ký miễn phí
Tham gia Group chia sẻ kiến thức: Tham gia miễn phí
các chu trình thường dùng nhấtcác chu trình trong lập trình phay cnckhóa học lập trình phay cnclap trinh phay cncTừ khóa » G99 Trong Cnc
-
Mã Lệnh G-Code G98 Và G99 Trong CNC
-
Tùy Chọn Xuất G98-G99 Trong Chu Trình Khoan Trên Creo - Cammech
-
G99
-
Các Mã Lệnh G Trong Máy Tiện CNC đầy đủ Từ A-Z
-
Những Chu Trình được Sử Dụng Phổ Biến Trên Máy Phay CNC
-
Mã Lệnh Tiện CNC G-code Và M-code Cơ Bản Cần Biết - Cad/Cam/Cnc
-
Các Lệnh G-Code Và M-Code Thường Dùng - Máy Nghề Mộc
-
Mã Lệnh G-Code G98 Và G99 Trong CNC | - Pinterest
-
Các Mã Lệnh Cơ Bản Khi Vận Hành Máy CNC - VCC MOLDS
-
Lệnh G00 Đến G99 Và Các Tọa Độ Của Lệnh Trong Máy Phay CNC ...
-
DRILL CYCLE WITH G98/ G99 CNC Fanuc Milling - YouTube
-
ĐƠN VỊ ĐO TRONG TIỆN CNC
-
Tổng Hợp Các Mã Lệnh Gia Công Trong CNC đầy đủ Nhất