Các Loại đồ Gá Trên Máy Tiện CNC (P1)
Có thể bạn quan tâm
Khi gia công trên các loại máy tiện CNC có nhiều phương pháp gá đặt khác nhau. Bao gồm gá trên mũi tâm, trên mâm cặp, trên các ống kẹp và trên các cơ cấu gá đặt chuyên dùng. Vì vậy các loại đồ gá trên máy tiện rất đa dạng.
Đồ gá là thiết bị không thể thiếu trong quá trình gia công cơ khí chính xác. Chúng giúp không những giúp cố định sản phẩm để lắp ráp, kiểm tra, hàn, sản phẩm. Mà còn giúp xác định vị trí của bản phôi so với các dụng cụ cắt để giữ chặt và đảm bảo độ chính xác khi gia công. Việc hiểu rõ về các loại đồ gá sẽ giúp cho các doanh vận hành máy tiện CNC được an toàn và đạt hiệu suất cao hơn.
Tuy nhiên chúng được phân ra làm hai nhóm chính:
- Các đồ gá bằng phương pháp chống tâm (chống tâm hai đầu hoặc chống tâm một đầu còn đầu kia kẹp trên mâm cặp). Và phương pháp định vị vào mặt lỗ hoặc mặt tròn ngoài.
- Các đồ gá chuyên dùng (hoặc vạn năng trong phạm vi nhất định) được thiết kế cho từng loại chi tiết) nhất định.
Dưới đây là các loại đồ gá máy tiện CNC theo phương pháp chống tâm.
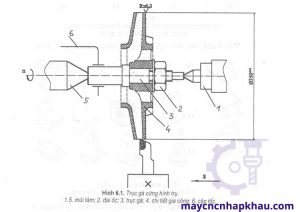
1. Trục gá cứng hình trụ
Các loại trục gá cứng được dùng để gia công các chi tiết có lỗ ren trong suốt chiều dài và mặt đầu trong một lần gá. Trục gá cứng hình trụ thường gia công đường kinh Ø350 của cánh bơm. Chi tiết gia công (4) được định vị trên trục gá (3) và được kẹp chặt bằng đai ốc (2). Trục gá cùng chi tiết gia công được gá trên hai mũi tâm (1) và (5). Để truyền momen xoắn dùng cặp tốc (6).
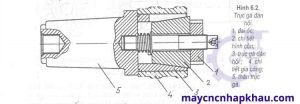
2. Trục gá đàn hồi
Dùng để định vị và kẹp chặt chi tiết. Chi tiết gia công (4) được định vị trên trục gá đàn hồi (3) (theo mặt trụ trong) và mặt gờ của thân trục gá (5). Như vậy chi tiết được định vị năm bậc tự do. Để kẹp chặt chi tiết phải xiết đai ốc (1). Khi xiết đai ốc (1), chi tiết hình côn (2) dịch chuyển về bên trái. Làm cho trục gá đàn hồi bung ra để kẹp chặt chi tiết (4). Thân trục gá (5) (hình côn) được lắp vào trục chính của máy tiện và được kẹp rút từ phía sau trục chính.
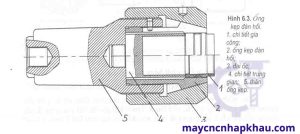
3. Ống kẹp đàn hồi
Ống kẹp đàn hồi để định vị và kẹp chặt chi tiết theo mặt trụ ngoài. Chi tiết gia công được định vị trong ống kẹp đàn hồi (2) theo mặt trụ ngoài và được tỳ vào mặt đầu của chi tiết (4). Như vậy chi tiết được định vị năm bậc tự do. Để kẹp chặt chi tiết phải xiết đai ốc (3) (đai ốc ăn khớp với thân). Khi xiết đai ốc (3) này dịch chuyển về bên trái làm cho ống kẹp đàn hồi (2) bị bóp lại và kẹp chặt chi tiết (1).
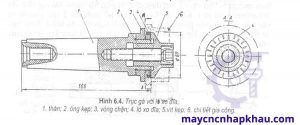
 4. Trục gá với lò xo đĩa
4. Trục gá với lò xo đĩa
Trục gá với lò xo đĩa được dùng để định vị và kẹp chặt chi tiết theo mặt trụ trong. Trục gá gồm: thân (1), vòng chặn (3), lò xo đĩa (4), ống kẹp (2) và vít (5). Khi xiết vít (5), ống kẹp (2) làm biến dạng các lò xo đĩa (4) theo phương hướng kính để kẹp chặt chi tiết (6). Thân được lắp vào lỗ côn của trục chính và được kẹp chặt bằng đòn rút ở phía sau trục chính.
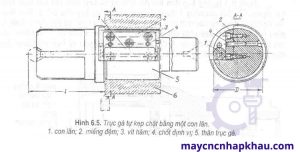
5. Trục gá tự kẹp chặt bằng một con lăn
Kết cấu của trục gá bằng một con lăn gồm: con lăn (1), miếng đệm (2), vít hãm (3), chốt định vị (4) và thân trục gá (5). Con lăn (1) phải được mài cho đến khi đường kính D bằng đúng đường kính của thân trục gá. Chi tiết gia công (6) được kẹp chặt nhờ lực ly tâm cắt.
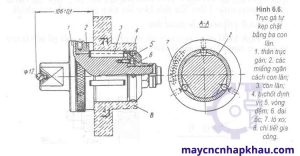
6. Trục gá tự kẹp chặt bằng ba con lăn
Trục gá tự kẹp chặt bằng ba con lăn nằm cách nhau 120°. Các miếng ngăn cách con lăn (2) được lắp trên thân gá (1), giữa các miếng ngăn cách này có các con lăn(3). Trước khi gá chi tiết gia công (8), các miếng ngăn cách (2) phải quay đi một góc để cho các con lăn (3) nằm ở vị trí thấp nhất. Sau khi gá chi tiết gia công xong, dưới tác dụng của lò xo (7) các miếng ngăn cách con lăn (2) quay ngược lại và con lăn (3) được chêm chặt sơ bộ. Các viên bi (4) và vòng đệm (5) có tác dụng đẩy chi tiết gia công (8) tỳ sát vào gờ trái của trục gá khi xiết đai ốc (6).
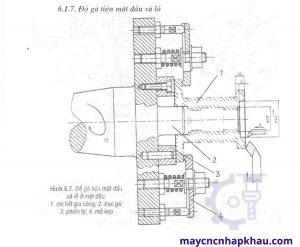
7. Đồ gá tiện mặt đầu và lỗ
Chi tiết gia công (1) được định vị trên phiến tỳ tròn (3) và phần trụ (2) của trục gá. Như vậy chi tiết được hạn chế 5 bậc tự do. Kẹp chặt chi tiết được thực hiện bằng hai mỏ kẹp (4). Phần đuôi côn của trục gá (2) được lắp vào lỗ côn của trục chính. Và được kẹp chặt bằng đòn rút ở phía sau của trục chính.
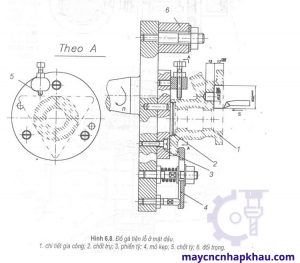
8. Đồ gá tiện lỗ ở mặt đầu
Đặc điểm của đồ gá tiện lỗ ở mặt đầu là tâm lỗ được gia công không trùng với tâm lỗ của lỗ định vị chính.
Chi tiết gia công (1) được định vị trên phiến tỳ tròn (3), chốt trụ (2) và chốt tỳ chống xoay (5). Chúng kẹp chặt chi tiết được thực hiện bằng hai mỏ kẹp (4). Vì tâm quay của chi tiết gia công không trùng tâm định chính. Nên phải lắp thêm phần đối trọng (6) (để tạo được cân bằng khi gia công).
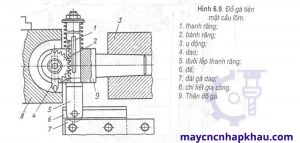
9. Đồ gá tiện mặt cầu lõm
Chi tiết gia công (8) được gá trên mâm cặp 3 chấu của máy tiện. Thân đồ gá (9) được lắp trong ụ động (3) của máy. Bánh răng (2) ăn khớp với thanh răng (1). Đuôi (5) của thanh răng ̣(1) cùng với đài gá dao (7) được gá trên đế (6). Khi đài gá dao (7), đế (6) và đuôi thanh răng (5) dịch chuyển về phía sau (vuông góc với tâm trục chính). Thì thanh răng (1) làm cho bánh răng (2) quay theo chiều kim đồng hồ cùng với dao (4). Để tạo ra mặt cầu có bán kính chọn trước.
Hy vọng qua bài viết trên giúp bạn hiểu rõ hơn về các loại đồ gá trên máy tiện để có thể vận hành và bảo dưỡng máy dễ dàng.
Từ khóa » Chấu Kẹp đàn Hồi
-
Top 14 Chấu Kẹp đàn Hồi
-
KẾT CẤU CHẤU KẸP PHÔI - Tài Liệu Text - 123doc
-
Cơ Cấu Kẹp Phôi Bằng Chấu Kẹp đàn Hồi - 123doc
-
Ống Kẹp đàn Hồi KMC - Phụ Kiện Máy | Rovimac
-
Hệ Thống Kẹp Dụng Cụ Và Hệ Thống Kẹp Chi Tiết - Ứng Dụng Máy Tính
-
50120 Đầu Kẹp đàn Hồi, Bộ Kẹp, Chìa Khóa, Hộp Và Khóa Tháo Lắp ...
-
Thép đàn Hồi Làm Kẹp Nhíp đàn Hồi - Thép Châu Phát
-
Tên Gọi Và Cấu Tạo Các Loại đồ Gá, Kẹp Trên Máy Tiện - Việt Machine
-
ống Kẹp đàn Hồi Archives
-
Bộ Ống Kẹp Đàn Hồi - Thế Giới Công Nghiệp
-
Ống Kẹp đàn Hồi - ER
-
Đồ Gá Gia Công Trên Máy Tiện
-
Tìm Hiểu Các Thiết Bị Kẹp CNC