Tìm Hiểu Các Thiết Bị Kẹp CNC
Có thể bạn quan tâm
Dụng cụ gá kẹp giúp nâng cao mức độ cơ khí hóa và tự động hóa của quá trình sản xuất cơ khí chính xác. Trên các máy công cụ để cắt gọt được phải tiến hành quá trình gá lắp chi tiết. Do đó dụng cụ gá kẹp là một trang bị công nghệ không thể thiếu trong quá trình gia công trên máy cắt kim loại.
Các dạng thiết bị kẹp
Thiết bị kẹp dùng để gá chi tiết gia công lên máy công cụ. Nó phải đáp ứng hai chức năng cơ bản sau:
- Định vị chính xác chi tiết gia công
- Kẹp chặt chi tiết để chống lại tất cả các lực sinh ra trong quá trình cắt.
Việc kẹp chặt chi tiết diễn ra phần lớn bởi sức ép của các phần tử kẹp. Chúng được gọi lực kẹp. Để cho chi phí thiết bị kẹp và chi phí gia công là nhỏ nhất, cần các đòi hỏi tiếp theo đối với thiết bị kẹp:
- Thao tác nhanh và đơn giản
- Khả năng sử dụng đa dạng
- Thay đổi dễ dàng các phần tử kẹp
- Độ chính xác cao khi kẹp lại.
Thiết lập lực kẹp
Việc kẹp bằng tay thường diễn ra trên máy công cụ vạn năng. Điều này đòi hỏi người công nhân hao tốn nhiều sức lực. Để giảm bớt thời gian phụ và giảm nhẹ việc kẹp cho người công nhân, các thiết bị kẹp chuyên dùng đã được phát triển cho từng phương tiện kẹp. Có nhiều phương pháp được sử dụng để tạo ra lực kẹp:
- Cơ cấu kẹp cơ khí
- Thiết bị kẹp thuỷ lực
- Thiết bị kẹp khí nén
- Thiết bị kẹp bằng điện.
Thiết bị kẹp thuỷ lực tạo ra các chuyển động và lực kẹp cần thiết bằng các piston thuỷ lực. Các thiết bị này thường được điều khiển bởi các van tác động bằng tay. Lực kẹp có thể điều khiển chính xác và đọc được bởi một cơ cấu hiển thị. Mặc dù thiết bị kẹp thuỷ lực đòi hỏi kỹ thuật phức tạp nhưng chúng hoàn toàn được tin cậy.
Thiết bị kẹp khí nén được vận hành bằng không khí với áp lực. Chúng làm việc tượng tự như thiết bị kẹp thuỷ lực. Máy nén khí được sử dụng để tạo ra khí nén.
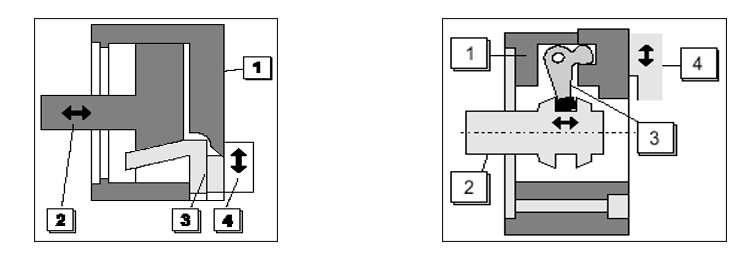
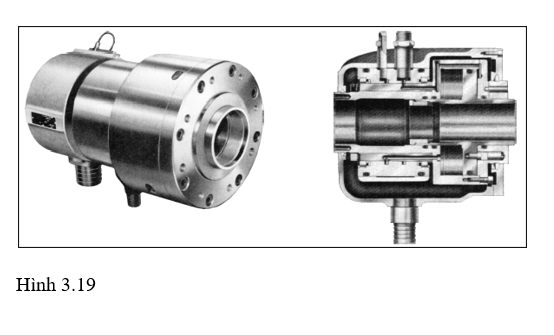
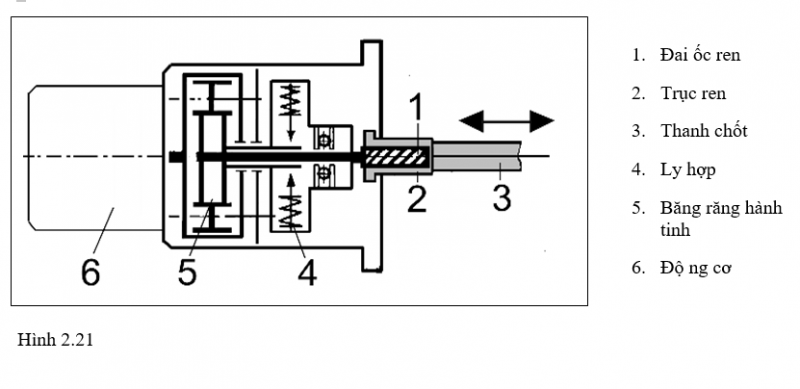
Thiết bị kẹp bằng điện với chuyển động quay tạo ra lực kẹp bằng hệ thống ăn khớp trục vít bánh vít. Chúng có khả năng điều chỉnh nhanh để kẹp được các đường kính khác nhau của chi tiết.
Trục xoay được khoá trong suốt quá trình kẹp và tháo kẹp bởi ly hợp điện tử trong thiết bị kẹp, vì thế toàn bộ momen kẹp được truyền đến mâm cặp.
Các dạng và đặc điểm của thiết bị kẹp để tiện
Trong phần này nhiều thiết bị khác nhau cho tiện sẽ được giới thiệu. Có thể phân biệt sự khác nhau của thiết bị kẹp như sau:
- Kẹp bằng mâm cặp
- Kẹp bằng ống rút
- Kẹp bằng mũi chống tâm
- Kẹp bằng mâm tốc
- Kẹp bằng mâm hoa
- Kẹp bằng đồ gá tiện
- Kẹp bằng luy – nét
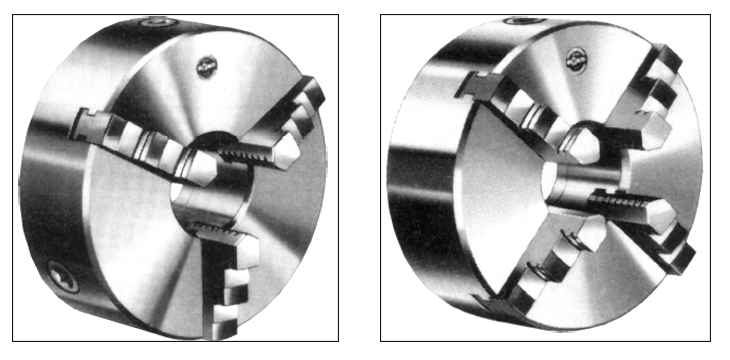
1. Kẹp bằng mâm cặp
Mâm cặp được phân biệt vào số chấu kẹp là mâm cặp 2 chấu, 3 chấu và mâm cặp 4 chấu. Mâm cặp 3 chấu tự định tâm thường được sử dụng nhiều nhất. Chúng bảo đảm gá những phôi tiện tròn đồng tâm một cách chắc chắn và nhanh chóng. Mâm cặp 4 chấu dùng để kẹp những phôi tiện có 4, 8 hay 12 cạnh và những phôi tiện tròn
2. Kẹp bằng kẹp rút
Kẹp rút có khả năng kẹp chi tiết có dạng hình trụ một cách chính xác và nhanh chóng. Chi tiết được kẹp từ bên ngoài bởi kẹp rút. Kẹp rút thường chỉ ứng dụng cho những chi tiết gia công có cũng đường kính hoặc có kích thước tương đương vì nó có một phạm vi điều chỉnh hướng kính rất nhỏ. Nó được sử dụng đặc biệt trong gia công loạt lớn.
3. Kẹp giữa các mũi tâm
Kẹp giữa hai mũi chống tâm được ứng dụng cho những chi tiết dài. Chi tiết gia công phải được khoả mặt và khoan tâm ở cả hai mặt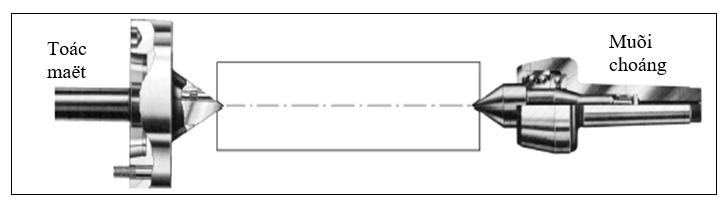
Kẹp bằng mũi chống tâm có thể được phân biệt theo các khả năng sau, cắn cứ vào đặc điểm kỹ thuật gia công:
- Tốc mặt đầu cùng với mũi tâm quay hay mũi tâm cố định.
- Tốc kẹp có vòng bảo vệ cùng với mũi tâm quay hay mũi tâm cố định.
Tốc mặt đầu thường được gắn trên trục chính. Nó được sử dụng khi phải gia công toàn bộ bề mặt trụ của chi tiết. Chi tiết được kẹp giữa tốc mặt đầu và ụ động. Nhược điểm của tốc mặt đầu là chỉ truyền được momen quay nhỏ.
Mũi chống quay được cài vào nòng trục ụ động đối diện với tốc mặt đầu. Vì mũi chống tâm quay quanh tâm của nó nên có thể sử dụng vận tốc cắt cao trong suốt quá trình gia công.
Tốc kẹp có vòng bảo vệ (hình 3.29) dùng để định tâm thông qua mũi tâm và kẹp hướng kính bằng một bulông kẹp. Do đó có thể truyền được mômen quay lớn và đạt được công suất cao hơn.
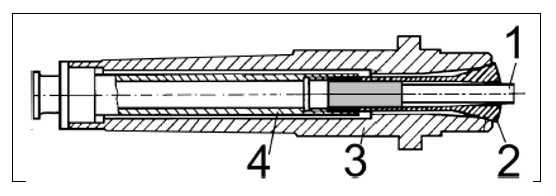
4. Kẹp bằng trục gá bung
Trục gá bung dùng để kẹp chi tiết (có lỗ) từ bên trong. Ngược lại so với mâm cặp chỉ sử dụng trục gá bung cho chi tiết có lỗ nhỏ. Chúng được lựa chọn dựa vào lỗ có sẵn của chi tiết gia công. Có hai loại: kẹp bung cố định và kẹp bung đàn hồi.
Kẹp bung cố định có độ côn rất nhỏ (1:2000) và được kẹp giữa muĩ tâm. Kẹp bung cố định chỉ dùng để gia công tinh vì chỉ có khả năng chịu đựng được chiều sâu cắt nhỏ. Độ đồng tâm của hai tâm quay phải được kiểm tra khi sử dụng.
Kẹp bung đàn hồi được gá vào côn trong của trục chính. Phạm vi kẹp chính xác định bởi vị trí kẹp được sẻ rãnh dọc trục gá trong mối lệ thuộc vào độ đồng tâm và kẹp đều chi tiết. Quá trình kẹp diễn ra bởi sức ép điền đầy của phần côn

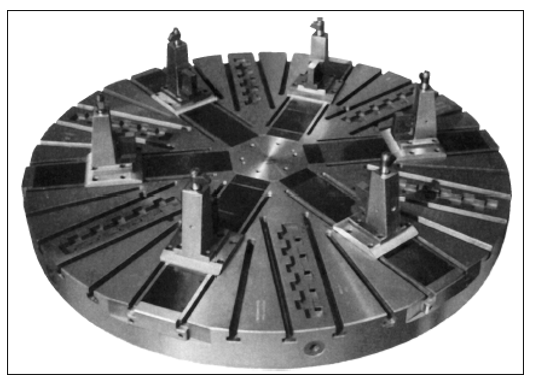
5. Kẹp bằng mâm hoa
Mâm hoa có khả năng kẹp những chi tiết có hình dạng phức tạp. Bốn hoặc nhiều hơn nữa các pistông được điều chỉnh riêng lẻ. Chúng cũng có thể xoay. Vị trí kẹp làm việc có thể kẹp ngoài hoặc kẹp trong. Các rãnh kẹp có sẵn dùng để lắp đồ gá và các đối trọng.
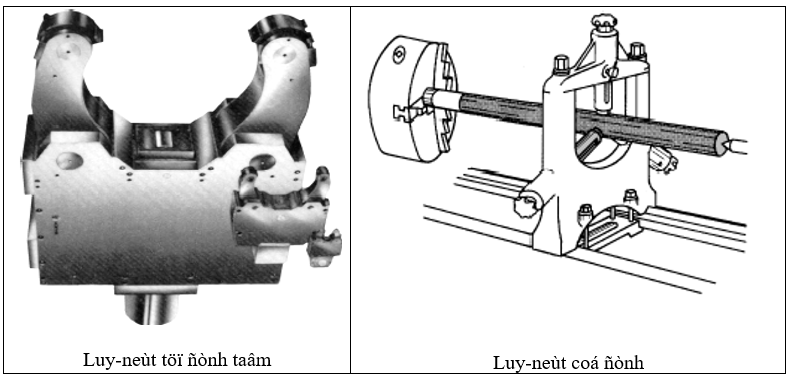
6. Kẹp với sự hỗ trợ của luy-nét
Luy-nét dùng để kẹp những chi tiết dài, mảnh, để chống lại sự uốn cong chi tiết do lực cắt và trọng lượng chi tiết.
Từ khóa » Chấu Kẹp đàn Hồi
-
Top 14 Chấu Kẹp đàn Hồi
-
KẾT CẤU CHẤU KẸP PHÔI - Tài Liệu Text - 123doc
-
Cơ Cấu Kẹp Phôi Bằng Chấu Kẹp đàn Hồi - 123doc
-
Ống Kẹp đàn Hồi KMC - Phụ Kiện Máy | Rovimac
-
Hệ Thống Kẹp Dụng Cụ Và Hệ Thống Kẹp Chi Tiết - Ứng Dụng Máy Tính
-
50120 Đầu Kẹp đàn Hồi, Bộ Kẹp, Chìa Khóa, Hộp Và Khóa Tháo Lắp ...
-
Thép đàn Hồi Làm Kẹp Nhíp đàn Hồi - Thép Châu Phát
-
Tên Gọi Và Cấu Tạo Các Loại đồ Gá, Kẹp Trên Máy Tiện - Việt Machine
-
ống Kẹp đàn Hồi Archives
-
Bộ Ống Kẹp Đàn Hồi - Thế Giới Công Nghiệp
-
Ống Kẹp đàn Hồi - ER
-
Đồ Gá Gia Công Trên Máy Tiện
-
Các Loại đồ Gá Trên Máy Tiện CNC (P1)