Các Phương Pháp Đo Và Dụng Cụ Đo Kiểm - V
Có thể bạn quan tâm
Độ chính xác gia công của chi tiết máy là đặc tính quan trọng của ngành cơ khí nhằm đáp ứng yêu cầu của máy móc thiết bị cần có khả năng làm việc chính xác để chịu tải trọng, tốc độ cao, áp lực lớn…
MỤC LỤC BÀI VIẾTKhái niệm độ chính xác gia công
Độ chính xác gia công của chi tiết máy là đặc tính quan trọng của ngành cơ khí nhằm đáp ứng yêu cầu của máy móc thiết bị cần có khả năng làm việc chính xác để chịu tải trọng, tốc độ cao, áp lực lớn…
Độ chính xác gia công là mức độ chính xác đạt được khi gia công so với yêu cầu thiết kế.
Trong thực tế, độ chính xác gia công được biểu thị bằng các sai số về kích thước, sai lệch về hình dáng hình học, sai lệch về vị trí tương đối giữa các yếu tố hình học của chi tiết được biểu thị bằng dung sai. Độ chính xác gia công còn phần nào được thể hiện bằng độ nhám bề mặt.
Đọc thêm:
- Giải pháp đo hình dạng và vị trí chính xác cho sản xuất công nghiệp
- Phương án tối ưu đo nhanh tại xưởng, độ chính xác ±2 µm
- Máy CMM 5 trong 1, đo 3D, đo siêu âm, đo tọa độ điểm tại xưởng
- Các phương pháp đo và dụng cụ đo kiểm
- Nguyên nhân dẫn đến máy gia công bị NG
Khái niệm về dung sai
Khái niệm dung sai: Khi chế tạo một sản phẩm, không thể thực hiện kích thước, vị trí, hình dáng chính xác một cách tuyệt đối để có sản phẩm giống hệt như mong muốn và giống nhau hàng loạt, vì việc gia công phụ thuộc vào nhiều yếu tố khách quan như độ chính xác của dụng cụ, thiết bị gia công, dụng cụ đo, trình độ tay nghề của người thợ… Do đó mọi sản phẩm khi thiết kế cần tính đến một sai số cho phép sao cho đảm bảo tốt các yêu cầu kĩ thuật, chức năng làm việc và giá thành hợp lý.
Dung sai đặc trưng cho độ chính xác yêu cầu của kích thước hay còn gọi là đ ộ chính xác thiết kế và được ghi kèm với kích thước danh nghĩa trên bản vẽ kỹ thuật.
Đọc thêm:
- DUNG SAI ĐỘ ĐỐI XỨNG TRONG GD&T (Symmetry)
- DUNG SAI ĐỘ VUÔNG GÓC TRONG GD&T (Perpendicularity)
- DUNG SAI ĐỘ ĐỒNG TÂM (ĐỒNG TRỤC) TRONG GD&T (Concentricity)
Các phương pháp đo và dụng cụ đo
Phương pháp đo
Tuỳ theo nguyên lý làm việc của dụng cụ đo, cách xác định giá trị đo mà ta có các phương pháp đo sau:
- Đo trực tiếp: là phương pháp đo mà giá trị của đại lượng đo được xác định trực tiếp theo chỉ số hoặc số đo trên dụng cụ đo: Đo trực tiếp tuyệt đối dùng đo trực tiếp kích thước cần đo và giá trị đo được nhận trực tiếp trên vạch chỉ thị của dụng cụ. Đo trực tiếp so sánh dùng để xác định trị số sai lệch của kích thước so với mẫu chuẩn. Giá trị sai số được xác định bằng phép cộng đại số kích thước mẫu chuẩn với trị số sai lệch đó.
- Đo gián tiếp: dùng để xác định kích thước gián tiếp qua các kết quả đo các đại lượng có liên quan đến đại lượng đo.
- Đo phân tích (từng phần): dùng xác định các thông số của chi tiết một cách riêng biệt, không phụ thuộc vào nhau.
Đọc thêm:
- Giải pháp đo hình dạng và vị trí chính xác cho sản xuất công nghiệp
- Phương án tối ưu đo nhanh tại xưởng, độ chính xác ±2 µm
- Máy CMM 5 trong 1, đo 3D, đo siêu âm, đo tọa độ điểm tại xưởng
Dụng cụ đọc
Các loại dụng cụ đo thường gặp là các loại thước: thước thẳng, thước cuộn, thước dây, thước lá, thước cặp, thước đo góc, compa, panme, đồng hồ so, calíp, căn mẫu…
Các loại thiết bị đo tiên tiến thường dùng như: đầu đo khí nén, đầu đo bằng siêu âm hoặc laze, thiết bị quang học, thiết bị đo bằng điện hoặc điện tử v.v…
Thước lá: có vạch chia đến 0,5 hoặc 1mm có độ chính xác thấp khoảng ±0,5mm.

Thước lá
Thước cặp: là dụng cụ đo vạn năng để đo các kích thước có giới hạn và ngắn như chiều dài, chiều sâu, khoảng cách, đường kính lỗ v.v… với độ chính xác khoảng ± (0,02÷0,05)mm.

Thước cặp
Panme: thường dùng để đo đường kính ngoài, lỗ, rãnh…với độ chính xác cao, có thể đạt ±(0,005÷0,01)mm. Panme chỉ đo được kích thước giới hạn. Ví dụ panme ghi 0 – 25 chỉ đo được kích thước ≤ 25mm.

Panme
Calíp – căn mẫu: là loại dụng cụ kiểm tra dùng trong sản xuất hàng loạt, hàng khối để kiểm tra kích thước giới hạn các sản phẩm đạt yêu cầu hay không.
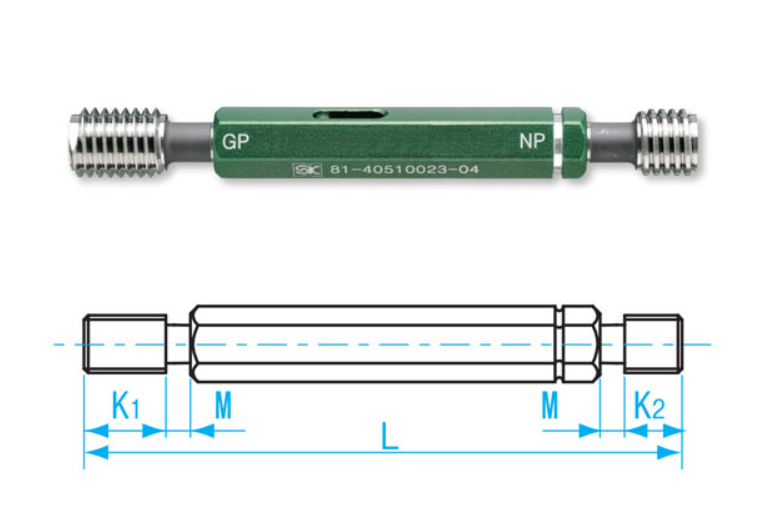
Calíp – căn mẫu
Đồng hồ so: có độ chính xác đến ± 0,01mm, dùng kiểm tra sai số đo so với kích thước chuẩn bằng bàn rà, bàn gá chuẩn nên có thể kiểm tra được nhiều dạng bề mặt. Dùng đồng hồ so có thể xác định được độ không song song, độ không vuông góc, độ đồng tâm, độ tròn, độ phẳng, độ thẳng, độ đảo v.v…

Đồng hồ so
Liên hệ với chúng để được tư vấn chi tiết hơn nhu cầu của bạn:

Cập nhật thêm các thiết bị đo cầm tay chất lượng hàng đầu ở Việt Nam tại: https://doluongcongnghiep.vn/thiet-bi-do-cam-tay
Đọc thêm:
- Cách set dao phay, set tool không chạm
- Giải pháp kiểm soát chất lượng hộp số stator với Mahr VisioTurn
- Phương án biến máy CNC sở hữu tính năng của CMM
- Máy CMM hoạt động ngay tại xưởng sản xuất
V-Proud là nhà phân phối chính thức hãng của Renishaw tại VIệt Nam, quý khách có nhu cầu mua hàng vui lòng liên hệ hotline hoặc Zalo 0896 555 247
- SHARE: ;
Từ khóa » đo Gián Tiếp Là Gì
-
Phép đo Gián Tiếp Là Gì - Vật Lí Lớp 10
-
Phép đo Gián Tiếp Là Gì? Cho 2 Ví Dụ - Bài Tập Vật Lý Lớp 10
-
Ví Dụ Về Phép đo Gián Tiếp - Hàng Hiệu
-
Những Khái Niệm Cơ Bản Trong Đo Lường Học
-
Ưu điểm Của Phương Pháp đo Không Tiếp Xúc Là - 123doc
-
A. Phép đo Trực Tiếp: Đo Một đại Lượng Vật Lí Có Nghĩa Là So Sánh Nó ...
-
Cách Xác định Sai Số Của Phép đo Gián Tiếp - Toploigiai
-
Phép đo Gián Tiếp Là Phép đo Thông Qua Từ Hai Phép đo Trực Tiếp Trở Lên
-
[PDF] CÁCH TÍNH SAI SỐ GIÁN TIẾP VÀ TRỰC TIẾP
-
Có Mấy Loại Phép đo Một đại Lượng Vật Lý? Nêu định Nghĩa Của Từng ...
-
Phép đo Gián Tiếp Là Gì - Vật Lí Lớp 10
-
BÀI 7. SAI SỐ CỦA PHÉP ĐO ĐẠI LƯỢNG VẬT LÍ
-
[PDF] Bài Mở đầu : SAI SỐ CỦA PHÉP ĐO CÁC ĐẠI LƯỢNG VẬT LÍ