Cán Kim Loại - Những điều Cần Biết
Có thể bạn quan tâm
- Báo Trung Quốc: Foxconn chi 62,5 triệu USD thuê đất để mở rộng sản xuất ở Việt Nam
- Doanh nghiệp sản xuất công nghiệp “lấy đà” tăng tốc
- Becamex IDC ký kết hợp tác với Singapore phát triển 5 khu công nghiệp xanh, thông minh và bền vững
- Kinh nghiệm phát triển công nghiệp hỗ trợ các nước trên thế giới và bài học cho Việt Nam
- Doanh nghiệp công nghiệp hỗ trợ Hà Nội: Áp dụng hệ thống quản lý đáp ứng chuỗi sản xuất toàn cầu
Cán kim loại – Những điều cần biết

Quá trình cán là cho kim loại biến dạng giữa hai trục cán quay ngược chiều nhau có khe hở nhỏ hơn chiều cao của phôi, kết quả làm cho chiều cao phôi giảm, chiều dài và chiều rộng tăng. Hình dạng của khe hở giữa hai trục cán quyết định hình dáng của sản phẩm. Quá trình phôi chuyển động qua khe hở trục cán là nhờ ma sát giữa hai trục cán với phôi. Cán không những thay đổi hình dáng và kích thước phôi mà còn nâng cao chất lượng sản phẩm.
Máy cán có hai trục cán đặt song song với nhau và quay ngược chiều. Phôi có chiều dày lớn hơn khe hở giữa hai trục cán, dưới tác dụng của lực ma sát, kim loại bị kéo vào giữa hai trục cán, biến dạng tạo ra sản phẩm. Khi cán chiều dày phôi giảm, chiều dài, chiều rộng tăng.
Cán có thể tiến hành ở trạng thái nóng hoặc trạng thái nguội.
Cán nóng có ưu điểm: tính dẻo của kim loại cao nên dể biến dạng, năng suất cao, nhưng chất lượng bề mặt kém vì có tồn tại vảy sắt trên mặt phôi khi nung. Vì vậy cán nóng dùng cán phôi, cán thô, cán tấm dày, cán thép hợp kim.
Cán nguội thì ngược lại chất lượng bề mặt tốt hơn song khó biến dạng nên chỉ dùng khi cán tinh, cán tấm mỏng, dải hoặc kim loại mềm.
Sản phẩm cán
Sản phẩm cán được sử dụng rất rộng rãi trong tất cả các ngành kinh tế quốc dân như: ngành chế tạo máy, cầu đường, công nghiệp ôtô, máy điện, xây dựng, quốc phòng… bao gồm kim loại đen và kim loại màu. Sản phẩm cán có thể phân loại theo thành phần hoá học, theo công dụng của sản phẩm, theo vật liệu… Tuy nhiên, chủ yếu người ta phân loại dựa vào hình dáng, tiết diện ngang của sản phẩm và chúng được chia thành 4 loại chính sau:
Thép hình
Là loại thép đa hình được sử dụng rất nhiều trong ngành Chế tạo máy, xây dựng, cầu đường… và được phân thành 2 nhóm:
– Thép hình có tiết diện đơn giản


Bao gồm thép có tiết diện tròn, vuông, chữ nhật, dẹt, lục lăng, tam giác, góc..
1 Thép tròn có đường kính 8-200mm, thậm chí tới 300mm
2 Thép dây có đường kính = 5 – 9 mm và được gọi là dây thép, sản phẩm được cuộn thành từng cuộn.
3 Thép vuông có cạnh a = 5 – 250 mm.
4 Thép dẹt có cạnh của tiết diện: h x b = (4 – 60) x (12 – 200) mm2.
5 Thép tam giác có 2 loại: cạnh đều và không đều:
– Loại cạnh đều: (20 x20 x 20) – (200 x 200 x 200).
– Loại cạnh không đều: (30 x 20 x 20) x (200 x 150 x 150)
– Thép hình có tiết diện phức tạp: Đó là các loại thép có hình chữ I, U, T, thép đường ray, thép hình đặc biệt.

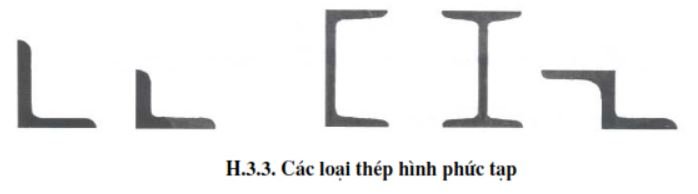
Các loại thép hình phức tạp
Thép tấm
Được ứng dụng nhiều trong các ngành chế tạo tàu thuỷ, ô tô, máy kéo, chế tạo máy bay, trong ngày dân dụng. Chúng được chia thành 3 nhóm:
– Thép tấm dày: S = 4 – 60 mm; B = 600 – 5.000 mm; L = 4000 – 12.000 mm
– Thép tấm mỏng: S = 0,2 – 4 mm; B = 600 – 2.200 mm.
– Thép tấm rất mỏng (thép lá cuộn): S = 0,001 – 0,2 mm; B = 200 – 1.500 mm; L = 4000 – 60.000 mm.
Thép ống
Được sử dụng nhiều trong các ngàng công nghiệp dầu khí, thuỷ lợi, xây dựng… Chúng được chia thành 2 nhóm:
– Ống không hàn: là loại ống được cán ra từ phôi thỏi ban đầu có đường kính
ử = 200 – 350 mm; chiều dài L = 2.000 – 4.000 mm.
– Ống cán có hàn: được chế tạo bằng cách cuốn tấm thành ống sau đó cán để
hàn giáp mối với nhau. Loại này đường kính đạt đến 4.000 – 8.000 mm; chiều dày đạt
đến 14 mm.
Thép có hình dáng đặc biệt
 Thép có hình dáng đặc biệt được cán theo phương pháp đặc biệt: cán bi, cán bánh xe lửa, cán vỏ ô tô và các loại có tiết diện thay đổi theo chu kỳ.
Thép có hình dáng đặc biệt được cán theo phương pháp đặc biệt: cán bi, cán bánh xe lửa, cán vỏ ô tô và các loại có tiết diện thay đổi theo chu kỳ.
- AllMÁY CÁN ĐỊNH HÌNHMÁY CẮT CUỘN TÔNMÁY DẬP, CẮT VẬT LIỆU MỀMMÁY ĐỘT DẬP LIÊN HOÀNMÁY ÉP THỦY LỰC / MÁY ÉP TẠO HÌNHMÁY UỐN - CẮT - RẠCHMÁY UỐN CONGMÁY XẢ - NẮN CUỘN TỰ ĐỘNG Tìm kiếm:
- Đăng nhập
| Mr. Thành | 0913.12.40.96 |
| Mr. Bình | 0913.12.29.02 |
| Mr. Tuấn | 0942.76.29.88 |
| Mr. Đông | 0919.742.906 |
| Mr. Thành | 0913.12.40.96 |
| Mr. Bình | 0913.12.29.02 |
| Mr. Tuấn | 0942.76.29.88 |
| Mr. Đông | 0919.742.906 |

Đăng nhập
Tên tài khoản hoặc địa chỉ email *
Mật khẩu *
Ghi nhớ mật khẩu Đăng nhập
Quên mật khẩu?
Từ khóa » Trục Cán Kim Loại
-
Công Nghệ Cán Kim Loại - Machining
-
CÔNG NGHỆ CÁN KIM LOẠI - Máy Móc Thiết Bị Văn Thái
-
BAI GIANG CONG NGHE KIM LOAI CHƯƠNG 4 Cán KIM LOẠI
-
CÔNG NGHỆ CÁN KIM LOẠI ĐỈNH CAO - Học Cơ Khí - YouTube
-
CÁN KIM LOẠI - Yêu Nghề Cơ Khí
-
10.2. PHƯƠNG PHÁP CÁN, KÉO, ÉP - VISCO NDT
-
Công Nghệ Kim Loại - Các Phương Pháp Gia Công Biến Dạng
-
Các Loại Trục Cán, Ru Lô Cán Phổ Biến. Tiêu Chuẩn Chất Lượng Lô ...
-
Học Cơ Khí_Bài 22: Phương Pháp Gia Công áp Lực (cán)
-
NGÀNH CÔNG NGHIỆP CÁN KIM LOẠI
-
PHỤC HỒI TRỤC CÁN THÉP - CÔNG TY TNHH KỸ THUẬT VINAMET
-
Các Phương Pháp Cán đặc Biệt | Xemtailieu
-
Đặc điểm Máy Cán Thép