Chi Tiết Về Các Mã Lệnh G Trong Máy Phay CNC
Máy phay CNC hiện nay đã không còn quá xa lạ trong nền công nghiệp sản xuất. Với những ưu điểm nổi trội như tự động hóa quy trình sản xuất, đảm bảo độ chính xác gia công,… Do đó để vận hành máy hiệu quả, mang lại lợi ích tối đa thì doanh nghiệp nên tìm hiểu rõ về hướng dẫn sử dụng máy phay CNC. Trong đó thông thạo các mã lệnh G trong máy phay CNC không những giúp cho việc vận hành máy nhanh giảm thiểu tối đa sai sót khi gia công. Mà còn nâng cao năng suất và hiệu quả hoạt động của máy.
1. Mã lệnh G là gì?
Mã lệnh G có chức năng thông báo và ra lệnh cho các thiết bị. Nhằm điều khiển các hoạt động của máy như quỹ đạo và tốc độ di chuyển, tắt/ mở các thiết bị,…
Mã lệnh này được sử dụng phổ biến để điều khiển sự di chuyển của trục chính và phôi. Nhằm tạo ra sản phẩm có hình dạng mong muốn.

Các mã lệnh G trong máy phay CNC còn được gọi (G-code) là ngôn ngữ lập trình điều khiển cho máy phay CNC.
Các kỹ sư lập trình, vận hành máy CNC cần hiểu rõ các mã lệnh để lập trình và vận hành máy đem lại hiệu quả gia công cao hơn.
2. Tổng hợp các mã lệnh G trong máy phay CNC
Dưới đây là bản tóm tắt các mã lệnh G máy phay CNC:
| Mã G | Nhóm | Công dụng |
| G00 | 1 | Định vị nhanh |
| G01 | Nội suy tuyến tính | |
| G02 | Nội suy vòng thuận chiều | |
| G03 | Nội suy vòng ngược chiều | |
| G04 | 0 | Tạm dừng (khi là block riêng lẻ) |
| G09 | Kiểm tra sự dừng chính xác – chỉ một block | |
| G10 | Nhập dữ liệu lập trình (Data Setting) | |
| G11 | Xóa chế độ Data Setting | |
| G15 | Xóa lệnh tọa độ cực | |
| G16 | 21 | Lệnh tọa độ cực |
| G17 | 16 | Gán mặt phẳng XY |
| G18 | Gắn mặt phẳng ZX | |
| G19 | Gắn mặt phẳng YZ | |
| G20 | 6 | Nhập đơn vị Anh |
| G21 | Nhập đơn vị mét | |
| G22 | 9 | Kiểm tra hành trình đã lưu ON |
| G23 | Kiểm tra hành trình đã lưu OFF | |
| G25 | 8 | Tìm dao động tốc độ trục chính ON |
| G26 | Tìm dao động tốc độ trục chính OFF | |
| G27 | 0 | Kiểm tra vị trí Zero trên máy |
| G28 | Trả về Zero trên máy (điểm quy chiếu 1) | |
| G29 | Trả về từ Zero trên máy | |
| G30 | Trả về Zero trên máy (điểm quy chiếu 2) | |
| G31 | Hàm Skip (bỏ qua) | |
| G40 | 7 | Xóa bù bán kính dao cắt |
G41 | Bù bán kính dao cắt – trái | |
| G42 | Bù bán kính dao cắt – phải | |
| G43 | 8 | Bù chiều dài dao cắt – dương |
| G44 | Bù chiều dài dao cắt – âm | |
| G45 | Bù vị trí – tăng một | |
| G46 | Bù vị trí – giảm một | |
| G47 | Bù vị trí – tăng đôi | |
| G48 | Bù vị trí – giảm đôi | |
| G49 | Xóa bù chiều dài dao cắt | |
| G50 | 11 | Xóa hàm lập tỷ lệ |
| G51 | Hàm lập tỷ lệ | |
| G52 | 0 | Xóa lập hệ tọa độ cục bộ |
| G53 | Hệ tọa độ máy | |
| G54 | 14 | Bù tọa độ chi tiết 1 |
| G55 | Bù tọa độ chi tiết 2 | |
| G56 | Bù tọa độ chi tiết 3 | |
| G57 | Bù tọa độ chi tiết 4 | |
| G58 | Bù tọa độ chi tiết 5 | |
| G59 | Bù tọa độ chi tiết 6 | |
| G60 | 0 | Định vị một chiều |
| G61 | 15 | Chế độ đứng chính xác |
| G62 | Chế độ Override góc tự động | |
| G63 | Chế độ taro ren | |
| G64 | Chế độ cắt | |
| G65 | 0 | Gọi macro riêng |
| G66 | 12 | Gọi chế độ macro riêng |
| G67 | Xóa gọi chế độ macro riêng | |
| G68 | Quay hệ tọa độ | |
| G69 | Xóa quay hệ tọa độ | |
| G73 | 9 | Chu kỳ khoan tốc độ cao (lỗ sâu) |
| G74 | Chu kỳ cắt ren trái | |
| G76 | Chu kỳ doa tinh | |
| G80 | 9 | Xóa chu kỳ cố định |
| G81 | Chu kỳ khoan | |
| G82 | Chu kỳ khoan – điểm (lấy dấu tâm) | |
| G83 | Chu kỳ khoan bậc (chu kỳ khoan lỗ sâu) | |
| G84 | Chu kỳ cắt ren phải | |
| G85 | Chu kỳ doa | |
| G86 | Chu kỳ doa | |
| G87 | Chu kỳ doa ngược | |
| G88 | Chu kỳ doa | |
G89 | Chu kỳ doa | |
| G90 | 3 | Chế độ kích thước tuyệt đối |
| G91 | Chế độ kích thước số gia (tương đối) | |
| G94 | 5 | Đơn vị ăn dao trên phút |
| G95 | Đơn vị ăn dao trên vòng | |
| G96 | 13 | Tốc độ cắt mặt không đổi (m/ph) |
| G97 | Hủy tốc độ cắt mặt không đổi (v/ph) | |
| G98 | 10 | Trở lại mức ban đầu trong chu kỳ cố định |
| G99 | Trở lại mức R trong chu kỳ cố định |
Lưu ý: Nếu có khác biệt giữa các mã G trong bảng trên và trong hướng dẫn sử dụng của hệ thống. Người vận hành nên sử dụng mã G trong bộ hướng dẫn sử dụng kèm theo máy của nhà sản xuất.
3. Công dụng của các mã lệnh G trong máy phay CNC phổ biến
– G00: Di chuyển dụng cụ với tốc độ chạy không cắt
Khi sử dụng lệnh G00, tất cả các lệnh chuyển động đều thực hiện với tốc độ chạy dao nhanh nhất.
Sử dụng lệnh sau:
G00 X_Y_Z_;
G00 ……………..Gọi mã lệnh chạy dao nhanh
X,Y, Z…………..Vị trí.
Mã G00 thường được sử dụng trong 4 hoạt động sau:
- Di chuyển tới điểm bắt đầu gia công (Di chuyển dụng cụ tới gần phôi).
- Sau quá trình cắt gọt: Rút dao ra khỏi phôi. Khi kết thúc quá trình cắt gọt, di chuyển dao đến vùng gia công tiếp theo.
– G01: Di chuyển dụng cụ theo đường thẳng với tốc độ chạy dao cắt gọt
Sử dụng lệnh G01, dụng cụ chạy theo đường thẳng để gia công. Tốc độ tiến dao xác định bằng giá trị ghi sau mã F, chính là tốc độ tiến dụng cụ trong một phút.
Lệnh này được sử dụng để phay mặt đầu, phay hốc. Sử dụng các loại dao phay ngón, hoặc dao hốc có gắn mảnh cắt.
Sử dụng các lệnh:
G01 X_Y_Z_F_;
G01 ………….Gọi mã lệnh nội suy tuyến tính.
X,Y,Z…………Tọa độ điểm đích gia công.
F……………….Lượng chạy dao.
– G02, G03: Di chuyển dụng cụ theo cung tròn với tốc độ tiến dao cắt gọt
G02, G03 được sử dụng khi gia công cung tròn.
Các lệnh được sử dụng:
- Nội suy cung tròn trên mặt phẳng XY
G17 G02(G03)X_Y_I_J_F_;
G17 G02(G03)X_Y_R_F_;
- Nội suy cung tròn trên mặt phẳng ZX
G18 G02(G03)X_Z_I_K_F_;
G18 G02(G03)X_Z_R_F_;
- Nội suy cung tròn trên mặt phẳng ZY
G19 G02(G03)X_Z_J_K_F_;
G19 G02(G03)X_Z_R_F_;
Trong đó:
| G17, G18, G19 | Lựa chọn mặt phẳng nơi định cung tròn được định nghĩa. |
| G02 | Gọi nội suy cung tròn theo chiều kim đồng hồ. |
| G03 | Gọi nội suy cung tròn ngược chiều kim đồng hồ. |
| X, Y, Z | Toạ độ điểm cuối cung tròn. |
| I, J, K | Khoảng cách và chiều tính từ điểm bắt đầu cung tròn đến tâm cung tròn. |
| R | Bán kính cung tròn. |
| F | Tốc độ chạy dao. |
– G04: Thực hiện dừng tạm thời
Lệnh G04 sử dụng để dừng tạm thời một chương trình gia công một cách tự động vào một khoảng thời gian xác định. Chỉ dùng cho nguyên công phay lỗ hoặc khoét lỗ.
Mã lệnh này cho phép dừng chuyển động của các trục tại mặt đáy lỗ gia công. Nhưng trục chính vẫn quay.

Sử dụng lệnh:
G04P_;
G04X_;
| G04 | Mã lệnh dừng |
| P | Thời gian dừng. |
| X | Thời gian dừng. |
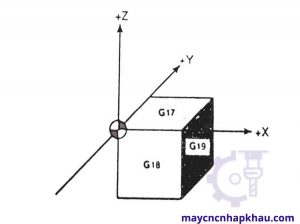
– G17, G18, G19: Lựa chọn mặt phẳng gia công
Các mã lệnh này cho phép thực hiện nội suy cung tròn, bù bán kính dụng cụ, quay hệ toạ độ, sao chép theo góc quay, sao chép song song, và khoan. Trong từng mặt phẳng khác nhau.
Lệnh G17 được sử dụng trong mặt phẳng XY. Để lựa chọn mặt phẳng XZ hoặc YZ sử dụng lệnh G18, G19.
Sử dụng các lệnh sau:
| G17; | Mặt phẳng XY (đã được mặc định khi bật máy). |
| G18; | Mặt phẳng ZX. |
| G19; | Mặt phẳng YZ. |
– G28, G30: Trở về điểm gốc chính của máy, hoặc gốc thứ hai, thứ 3, thứ 4 của máy.
Sử dụng lệnh G30,G28 để trở về các gốc máy, tránh việc dụng cụ va chạm vào phôi, đồ gá… Dụng cụ sẽ di chuyển thẳng từ điểm hiện tại về vị trí gốc máy được chỉ định.
Lệnh này được sử dụng khi cần thay dao, đổi phôi, làm sạch phôi hoặc đổi bàn máy APC (APC – hệ thống đổi bàn máy tự động).
Sử dụng các lệnh sau:
- Điểm 0 máy
G28 X_Y_Z_;
- Điểm 0 thứ hai
G30X_Y_Z_;
- Điểm 0 thứ ba và thứ tư
G30 P3(P4)X_Y_Z_;
G28……………………..Gọi chế độ về gốc máy.
G30……………………..Gọi chế độ về gốc thứ hai.
G30 P3…………………Gọi chế độ về gốc thứ ba.
G30 P4………….………Gọi chế độ về gốc thứ 4.
X,Y, Z……………………….Chỉ ra trục cần chạy về gốc.
– G40, G41, G42: Bù bán kính dụng cụ
Thông thường, việc bù bán kính dụng cụ sử dụng khi gia công pocket hay phay contour. Và sử dụng dao phay ngón để gia công theo mô hình trên bản vẽ.
Sử dụng các lệnh sau:
- Bù bán kính dụng cụ trên mặt phẳng XY
G17 G01 ( G00) G41 (G42) X_Y_D_F_;
G40 G01(G00) X_Y_I _J_ F;
- Bù bán kính dụng cụ trên mặt phẳng ZX
G18 G01(G00) G41 (G42) X_Z_D_F_;
G40 G01(G00) X_ Z_I _ K_F_;
- Bù bán kính dụng cụ trên mặt phẳng YZ
G19 G01 ( G00 ) G41 (G42) X_Y_D_F_;
G40 G01(G00) Y_Z_J _K_ F;
– G43 G44 G49: Bù chiều dài dụng cụ
Lệnh G43, G44 được sử dụng để xác định mũi dụng cụ theo trục Z. Do chiều dài của các dụng cụ khác nhau nên khi gia công cần định vị lại tọa độ mũi từng dụng cụ cho thống nhất.

Sử dụng các lệnh sau:
G43 Z_H_;
G49;
G43……………Lệnh bù chiều dài dụng cụ.
G49……………Lệnh huỷ chế độ bù chiều dài dụng cụ.
Z ……………….Chiều cao đạt theo trục Z
H ………………Xác định địa chỉ bù chiều cao.
– G53: Lựa chọn hệ tọa độ máy
Mã lệnh G53 cho phép di chuyển dụng cụ tới một vị trí của đồ gá với tốc độ chạy dao nhanh. Được sử dụng trong các máy được trang bị Sensor hoặc sử dụng các đồ gá chuyên dùng.
Cũng có thể dùng lệnh này để di chuyển bàn máy tới trung tâm máy trước khi kết thúc gia công.
Sử dụng lệnh:
G90 G53 X_Y_Z_ ;
G90………………………….Gọi hệ toạ độ toạ tuyệt ñđối.
G53………………………….Lựa chọn hệ tọa độ máy.
X,Y, Z………………………..Giá trị tọa độ trong hệ toạ độ máy.
– G54 – G59: Lựa chọn hệ tọa độ phôi
Có thể đặt tới 6 hệ tọa độ phôi bằng cách sử dụng bằng mã lệnh G.
Sử dụng lệnh:
(G90), G54(G55, G56 ,G57, G58 ,G59)X_Y_;
G90 ………………………Gọi hệ tọa độ tuyệt đối.
G54 đến G59 …………..Lựa chọn một hệ toạ độ làm việc.
X, Y ……………………..Toạ độ dụng cụ trong hệ toạ độ làm việc được lựa chọn.
4. Ví dụ các mã lệnh G máy phay CNC cơ bản
-
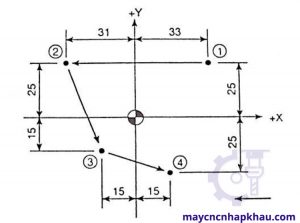
Ví dụ G00 – Các mã lệnh G máy phay CNC để di chuyển dụng cụ với tốc độ chạy không cắt
Chương trình để điều khiển dụng cụ cắt di chuyển theo (1) – (2) – (3) – (4)
| O0001; | |
| N1; | |
| G90 G00X33.0 Y25.0 | Chạy dao nhanh tới điểm 1 |
| X-31.0 | Chạy dao nhanh tới điểm 2 |
| X15.0 Y-15.0 | Chạy dao nhanh tới điểm 3 |
| X15.0 Y25.0 | Chạy dao nhanh tới điểm 4 |
-
Ví dụ G01
Chương trình điều khiển dụng cụ cắt chuyển động từ (1) – (2) – (3) – (4).
| O0001; | |
| N1; | |
| G90 G01 X33.0 Y25.0 500; | Chạy dao tới điểm (1), với tốc độ tiến dao là 500mm/min. |
| X-31.0 | Chạy dao tới điểm (2), với tốc độ tiến dao là 500mm/min. |
| X15.0 Y15.0F250 | Chạy dao tới điểm (3), với tốc độ tiến dao là 250mm/min. |
| X15.0 Y-25.0 | Chạy dao tới điểm (4), với tốc độ tiến dao là 250mm/min. |
-
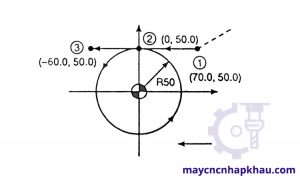
Ví dụ G02, G03 – Các mã lệnh G máy phay CNC để di chuyển dụng cụ theo cung tròn với tốc độ tiến dao cắt gọt
Định nghĩa một đường tròn kín.
Giá trị lựa chọn trong (O, O), trong hình minh hoạ dưới đây chỉ thị giá trị tọa độ (X, Y)
| O0001; | |
| N1; | |
| G90 G00 X70.0 50.0; | Di chuyển tới vị trí 1 với tốc độ tiến dao nhanh. |
| G01 X0 F500; | Di chuyển tới vị trí 2 với tốc độ tiến dao 500mm/phút. |
| G03 J_50.0; | Cắt đường tròn ngược chiều kim đồng hồ với tốc độ tiến dao 500mm/phút. |
-
Ví dụ G17, G18, G19 – Các mã lệnh G máy phay CNC để lựa chọn mặt phẳng gia công
Lập trình cung tròn từ (1) – (2) – (3) chỉ ra theo minh hoạ dưới đây:

| O0001; | |
| N1; | |
| (G17) G01 X10.0 Y5.0 Z0 F100 | Định vị tại điểm 1 trên mặt phẳng XY. |
| G02 X5.0 Y0 R5.0; | Di chuyển dụng cụ theo chiều kim đồng hồ đến điểm 2 trên mặt phẳng XY. Cắt cung tròn (bán kính 5.0 mm). |
| G18 G03 X10.0 Z-5.0 R5.0 | Di chuyển dụng cụ ngược chiều kim đồng hồ đến điểm 3 trên mặt phẳng XZ. Cắt cung tròn (bán kính 5.0 mm). |
| G19 G02 Y5.0 Z 0 R5.0; | Di chuyển dụng cụ theo chiều kim đồng hồ đến điểm 1 trên mặt phẳng ZY. Cắt cung tròn (bán kính 5.0 mm). |
-
Ví dụ G30
| O0001; | |
| N1; | |
| G90 G00 G54 X90.0 Y105.0; | |
| G43 Z30.0 H1 S440 T2; | Chương trình gia công. |
| G91 G30 Z0 M05; | Về điểm O thứ 2, dừng quay trục chính. |
| M01; | |
| M06 | Đổi dụng cụ, lấy dụng cụ T2. |

Việc hiểu rõ mã lệnh G máy phay CNC rất quan trọng để cho ra sản phẩm gia công chính xác nhất, bóng đẹp và năng suất cao nhất. Người vận hành nên thao tác trên máy theo đúng hướng dẫn sử dụng. Có thể tham khảo thêm ý kiến của chuyên gia hoặc nhà cung cấp máy.
Quý doanh nghiệp có nhu cầu mua Máy CNC nhập khẩu sử dụng các mã lệnh G trong máy phay CNC vui lòng để lại thông tin trong form bên dưới.
Từ khóa » G94 Phay Cnc
-
Giới Thiệu Mã Lệnh G94 Trong Tiện CNC
-
Cấu Trúc Chương Trình Và Mã Lệnh Trong Lập Trình CNC | Technicalvn
-
Một Số Mã Lệnh Cơ Bản Trong Lập Trình Máy CNC
-
Hướng Dẫn Sử Dụng G-Code | Lập Trình CNC
-
Lập Trình Phay Tiện CNC - Full Bảng Mã Code - Ứng Dụng Máy Tính
-
CNC - Hướng Dẫn Chu Trình Vạt Mặt đầu G94 - YouTube
-
Các Lệnh G Code Trong CNC | Cốp Pha Việt
-
Chu Trình Tiện Dọc Trục X (tiện Mặt đầu) G94 Trên Máy Tiện Hatachi ...
-
Mã Lệnh Tiện CNC G-code Và M-code Cơ Bản Cần Biết - Cad/Cam/Cnc
-
Hướng Dẫn Lập Trình Tiện CNC Hệ Fanuc - Cammech
-
MÃ LỆNH G-CODE TRONG CNC LẬP TRÌNH CNC- HAVICOM.VN
-
Giáo Trình Phay Trên Máy CNC Hệ Fanuc - Tài Liệu Text - 123doc
-
Chương 5 Lập Trình Gia Công Trên Máy Tiện CNC - Tài Liệu Text - 123doc