Mạ Kẽm Là Gì? Quy Trình Mạ Kẽm Và Những Lỗi Thường Gặp Phải
Ăn mòn kim loại là vấn đề rất nghiêm trọng gây tổn thất lớn cho nền kinh tế quốc dân. Trên thế giới có khoảng một phần ba trọng lượng kim loại hàng năm bị ăn mòn, phá hủy. Vì thế, chống ăn mòn kim loại là một vấn đề đã và đang được áp dụng để làm giảm thiệt hại này.
Sơn và mạ điện là một phương pháp rất có hiệu quả để bảo vệ kim loại khỏi ăn mòn trong môi trường xâm thực và trong khí quyển. Trong đó, mạ kẽm là một ứng dụng quan trọng của mạ điện để bảo vệ vật liệu khỏi bị ăn mòn.
Tổng Kho Hóa Chất Việt Nam chuyên cung cấp các loại hóa chất mạ kẽm giá thành hợp lý, chất lượng tốt.
Bạn đọc có nhu cầu mua hóa chất, Gọi ngay 0911 481 823 để được tư vấn trực tiếp.
Mạ kẽm là gì?
Mạ kẽm hay xi mạ kẽm là hình thức mạ một lớp kẽm lên bề mặt kim loại nhằm tạo một lớp bảo vệ cho bề mặt, giúp chống lại khả năng ăn mòn, hoen gỉ, nâng cao chất lượng và làm tăng thẩm mỹ cho sản phẩm.
Xi mạ kẽm được ứng dụng rất phổ biến trong công nghiệp, do lớp kẽm không bị bong tróc và khả năng chống gỉ sét và ăn mòn hiệu quả cho kim loại. Vì vậy, xi mạ kẽm được xem là một phần tất yếu để bảo vệ sản phẩm sử dụng bền lâu và an toàn.
-
- Lĩnh vực xây dựng: mạ ống nước, đường sắt, các thiết bị ngoài trời, mạ các thiết bị chịu lực
- Lĩnh vực viễn thông: mạ các cấu kiện trụ anten, thiết bị phụ trợ khác…
- Trong sản xuất dân dụng: làm đồ trang sức, lư đồng, huy chương, bát đĩa, các vật dụng gia đình…
- Trong ngành kỹ thuật cao: sản xuất robot, tên lửa…
- Trong công nghiệp đóng tàu: thường mạ một lớp kẽm lên bề mặt vỏ tàu.
- Trong các công trình thủy: hiện nay ở Tokyo (Nhật Bản) mạ điện được sử dụng để mạ các trụ cầu của dẫn qua cảng Tokyo, lớp phủ titanium (1mm Ti + 4mm thép tấm).
- Các lĩnh vực khác: mạ vàng, điện thoại…

Thép được mã kẽm – Tổng Kho Hóa Chất
PHƯƠNG PHÁP MẠ KẼM PHỔ BIẾN HIỆN NAY
Bài viết sẽ giới thiệu cho bạn các phương pháp thường được sử dụng trong các quy trình mạ kẽm hiện nay.
Mạ kẽm lạnh là phương pháp được thực hiện bằng cách phủ lên bề mặt kim loại một lớp kẽm lỏng tương tự như sơn ở nhiệt độ môi trường bình thường, bằng cách dùng áp lực khí nén sẽ thổi dung dịch kẽm lỏng thành chùm các hạt kẽm bắn vào bề mặt kim loại đã được xử lý kỹ lưỡng trước đó.
Đồng thời, trong dung dịch kẽm có chứa chất liên kết và các phụ giá khác giúp cho kẽm bám chắc lên kim loại và khô cứng trong vài giờ tương tự như lớp sơn truyền thống vậy.
Mạ kẽm lạnh có thể sử dụng vào nhiều lĩnh vực mạ khác nhau. Ứng dụng để mạ các vật liệu có kết cấu phức tạp, kích thước lớn và cố định như: đường ống, bồn bể, các công trình cảng biển, thủy lợi, cầu đường sẽ giúp bảo vệ kim loại sử dụng bền lâu, chống ăn mòn tốt với thời gian.
Phương pháp này tốn ít công sức, cho lớp mạ kẽm có độ bám tốt hơn, giá thành rẻ. Sản phẩm không nung nóng do đó không sợ ảnh hưởng đến hình dạng, cấu trúc.
Mạ kẽm nhúng nóng là công nghệ tạo ra một lớp phủ kẽm bám chắc lên bề mặt nền của chi tiết sắt thép bằng cách nhúng chi tiết đó vào bể kẽm nóng chảy.
Lớp phủ kẽm này có tác dụng bảo vệ rất tốt bề mặt chi tiết sắt thép khỏi bị ăn mòn, công nghệ để tạo ra lớp phủ kẽm như vậy cũng khá đơn giản và chính vì tính đơn giản của nó cho nên phương pháp mạ kẽm nhúng nóng chiếm ưu thế lớn so với các phương pháp bảo vệ chống ăn mòn khác.

Mạ kẽm nhúng nóng – Tổng Kho Hóa Chất
Mạ kẽm điện phân nhằm tạo sự kết tủa trên bề mặt kim loại nền một lớp kim loại mỏng có tác dụng trong việc chống ăn mòn, làm tăng tính dẫn điện, tăng kích thước và tăng độ cứng bề mặt cho kim loại nền một cách hiệu quả.
Trong thức tế, công nghệ mạ kẽm điện phân được ứng dụng để mạ cho các lĩnh vực mạ ống nước, đường sắt, các thiết bị ngoài trời, các thiết bị thường xuyên chịu lực.
Bên cạnh, mạ kẽm điện phân còn thích hợp để mạ sửa chữa các chi tiết có độ chính xác cao, không làm ảnh hưởng đến tính chất của kim loại gốc, hình dạng, kích thước của chi tiết lúc ban đầu.
QUY TRÌNH MẠ KẼM TIÊU CHUẨN HIỆN NAY
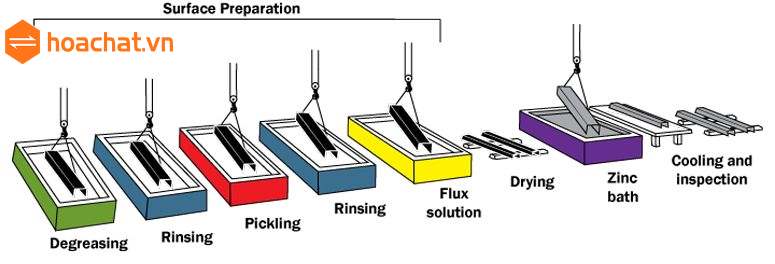
Quy trình mạ kẽm- Tổng KHo Hóa Chất
Quy trình mạ kẽm tiêu chuẩn gồm 8 công đoạn:
1. Tẩy dầu mỡ
Vật liệu cần mạ kẽm sẽ được ngâm trong dung dịch tẩy dầu trong khoảng 10 -15 phút, tùy vào tình trạng và đặc tính của kim loại.
2. Tẩy gỉ sét
Sau khi tẩy sạch dầu mỡ, chúng ta tiếp tục ngâm vật liệu vào dung dịch Axit Clohidric nồng độ 8 – 15% .
3. Tẩy dầu điện hóa
Khi tẩy mỡ bằng phương pháp điện hóa, khí sẽ thoát ra trên điện cực làm tách mỡ trên bề mặt của sản phẩm.
4. Trung hòa
Trước khi mạ kẽm, vật liệu sẽ trải qua khâu trung hòa trong dung dịch HCl để loại bỏ các ion sắt và mảng bám oxit. Công đoạn trung hòa diễn ra trong vòng 3 – 20 giây ở nhiệt độ thường.
5. Xi mạ kẽm
Khâu quan trọng nhất trong quá trình mạ kẽm chính là tạo lớp xi mạ kẽm lên bề mặt vật liệu.
Lớp mạ kết tinh mịn,tinh khiết cao và bền vững ăn mòn. Khống chế được chiều dày bằng thời gian và mật độ dòng mạ.
Mạ được những chi tiết cần chính xác cao, không gây ảnh hưởng đến độ chính xác của chi tiết.
6. Hoạt hóa
Hoàn thành công đoạn mạ kẽm, thợ gia công sẽ tiến hành hoạt hóa để tăng độ bóng sáng cho bề mặt sản phẩm.
7. Cromat hóa
Vật liệu đã xi mạ kẽm nhờ xử lý tăng độ bền ăn mòn của lớp mạ kẽm bằng cromat hóa,mạ kẽm có các màu sáng trắng, vàng cầu vòng, xanh, vàng, đen…
8. Sấy khô
Sản phẩm sẽ được đưa vào tủ sấy khô sau khi đã được phủ màu cẩn thận. Việc sấy khô giúp màu sắc của lớp xi mạ đồng đều hơn và bề mặt vật liệu bằng phẳng, sáng bóng hơn.
Kiểm tra sản phẩm
Trước khi đưa sản phẩm đến tay khách hàng, kỹ thuật viên sẽ dùng máy đo độ dày và quan sát màu sắc của lớp xi mạ một cách kỹ càng. Nếu sản phẩm không đạt yêu cầu, chúng ta buộc phải tiến hành xi mạ lại.
Các hệ hóa chất mạ kẽm được khuyến khích sử dụng
Phụ gia mạ kẽm acid hay còn gọi là Phụ gia mạ kẽm chua gồm có 2 loại là: Dẻo kẽm ZNA và Bóng kẽm ZNB.
Sản phẩm sau khi được xi mạ kẽm acid sẽ có bề mặt bóng bẩy, lớp mạ có khả năng bám dính rất tốt vào bề mặt kim loại, đồng thời giúp dễ dàng loại bỏ dầu mỡ, bụi bẩn bám trên bề mặt.
Trong thực thế thì phụ gia xi mạ kẽm acid thường được ứng dụng trong việc trang trí, mạ lên bề mặt trước khi sơn giúp bảo vệ bề mặt và làm tăng tính thẩm mỹ cho sản phẩm.
Phụ gia xi mạ kẽm với kiềm không có Cyanua: Điểm nổi bật của phụ gia không có Cyanua là tính thân thiện với môi trường, không gây hại cho sức khỏe con người. Được ứng dụng phổ biến ở các nước như: Đài Loan, Nhật, Mỹ và các nước Châu Âu.
Phụ gia xi mạ kẽm thụ động Cr+3 được đánh giá là công nghệ xi mạ tiên tiến và hiện đại nhất. Đặc biệt, để các sản phẩm xi mạ của bạn có thể xuất khẩu được sang các nước G7 thì yêu cầu phải áp dụng công nghệ xi mạ kẽm thụ động Cr+3.
Ưu điểm nổi bật của loại hóa chất xi mạ này là mang đến sự thân thiện với môi trường, không gây hại cho sức khỏe con người, sản phẩm xi mạ có khả năng chống mài mòn tốt, đạt yêu cầu về chất lượng và tính thẩm mỹ.
>>> Tìm hiểu: Ảnh hưởng của hóa chất đối với môi trường.
NHỮNG LƯU Ý TRONG QUY TRÌNH MẠ KẼM
Để đảm bảo chất lượng sản phẩm sau mã kẽm, cần lưu ý các vấn đề sau để tránh làm hỏng bề mặt sản phẩm.
Đối với mạ kẽm hệ Acid
Lớp hóa chất xi mạ tối và giòn: nguyên nhân là do thiếu bóng, dung dịch không được cân bằng, hoặc do thừa bóng nên làm cho lớp mạ trở nên giòn, dễ bong tróc.
Lớp mạ bị rỗ và nhám: do dung dịch không cân bằng, thiếu chất thấm ướt.
Lớp mạ bị tối và cháy: nguyên nhân là do nồng độ kim loại thấp nên cũng có ảnh hưởng đến kết quả xi mạ đáng kể.
Lớp mạ có màu nâu: trường hợp này do thừa chloride, do nhiệt độ thấp và chất bóng không cần bằng trong dung dịch mạ.
Độ phủ kém: Do độ pH trong dung dịch mạ thấp, hoặc thừa lượng Zn.
Lớp mạ tối: do dung dịch hóa chất xi mạ đã bị nhiễm tạp chất kim loại như bị nhiễm kim loại sắt.
Lớp mạ xù xì, có gai: lỗi này là do độ pH cao, do hóa chất bị nhiễm tạp chất sẽ làm cho bề mặt vật liệu xi mạ có hiện tượng xù xì, có gai trên bề mặt.
Lớp mạ có đốm: do dòng điện mạ quá cao, tốc độ quay chậm và do dung dịch bị nhiễm sắt.
Hiệu suất thấp: do nhiệt độ thấp, nồng độ kim loại thấp và do dung dịch mạ không cân bằng.

Mạ kẽm bị rỗ và nhám – Tổng Kho Hóa Chất
Đối với mạ kẽm hệ kiềm
Lớp mạ mờ: do độ bóng, dẻo trong dung dịch thấp, nồng độ Zn thì cao, bề mặt vật liệu cần mạ không được xử lý và tẩy sạch, nhiệt độ mạ không phù hợp hoặc do bể mạ đã bị nhiễm tạp chất.
Cháy ở mật độ dòng cao: trường hợp này là do nhiệt độ thấp, nồng độ kiềm thấp, dòng điện thì cao, do nồng độ nguyên liệu quá cao hoặc quá thấp.
Lớp mạ bị mờ ở mật độ dòng cao: nguyên nhân là do nhiệt độ quá cao hoặc quá thấp, nồng độ kiềm thấp, hóa chất bị nhiễm tạp chất hoặc do bề mặt vật liệu tẩy rửa không sạch.
Lớp mạ xù xì và gai: do bộ lọc kém, mật độ dòng cao, do nguyên liệu andode thấp hoặc do hóa chất bị nhiễm tạp chất.
Lớp mạ bị rộp và bám dính kém: do bề mặt vật liệu mạ không được xử lí sạch trước khi mạ, nhiệt độ mạ thấp, hóa chất bị nhiễm tạp chất hữu cơ, bể chứa kẽm không phù hợp.
Tổng Kho Hóa Chất Việt Nam
Tác giả: Admin
Từ khóa » Thép Dày Mạ Kẽm Là Gì
-
Thép Mạ Kẽm Là Gì? Tìm Hiểu Về Thép Mạ Kẽm A-Z (update) - Đa Hình
-
Thép Dày Mạ Kẽm Naki ZinC - Đảm Bảo Chất Lượng Độ Bền Cao
-
Thép Mạ Kẽm Là Gì?
-
Thép Mạ Kẽm Là Gì Có Chống được Sự Mài Mòn Rỉ Sét Không?
-
Thép Mạ Kẽm Là Gì? Thép Mạ Kẽm Nhúng Nóng Là Gì?
-
Thép Mạ Kẽm Là Gì Và ứng Dụng Trong Thực Tế
-
Thép Mạ Kẽm Và Thép Không Gỉ Có Gì Khác Nhau?
-
Thép Mạ Kẽm Và Những ứng Dụng Tuyệt Vời Trong đời Sống
-
Thép Mạ Kẽm Là Gì? Tất Tần Tật Thông Tin Về Thép Mạ Kẽm
-
Ống Thép Mạ Kẽm Là Gì – 5 ưu điểm Bạn Nên Biết
-
Dây Thép Mạ Kẽm : Giá Cả + Mọi Thông Tin Cần Biết - Thép MTP
-
10 Lý Do Tại Sao Nên Dùng Thép Mạ Kẽm - PAS
-
THÉP TẤM MẠ KẼM
-
Độ Dày Lớp Mạ Kẽm Nhúng Nóng Cho Sản Phẩm Thép Là Bao Nhiêu