Phân Tích đánh Giá Hiệu Quả Quá Trình Khoan Dựa Vào Sự Thoát Phoi
Có thể bạn quan tâm
PHÂN TÍCH ĐÁNH GIÁ HIỆU QUẢ QUÁ TRÌNH KHOAN DỰA VÀO SỰ THOÁT PHOI
Trong quá trình gia công, các chi tiết được chế tạo bằng phương pháp cắt gọt từ phôi vật liệu. Phôi là một khối vật liệu bằng các kim loại khác nhau như thép, nhôm, titan.. để thay đổi hình dáng, kích thước, chất lượng bề mặt và tính chất vật liệu gia công. Phần vật liệu bị cắt/hớt bỏ đi được gọi là phoi. Hôm nay chúng ta sẽ cùng đi phân tích sự hình thành phoi khi khoan.
Danh mục Đóng- PHÂN TÍCH ĐÁNH GIÁ HIỆU QUẢ QUÁ TRÌNH KHOAN DỰA VÀO SỰ THOÁT PHOI
- Quá trình tạo phoi trong gia công cắt gọt
- Quá trình hình thành phoi
- Các dạng phoi
- 1. Dạng hình nón hoặc chữ C
- 2. Phoi có đuôi
- 3. Phoi quá dài - Phoi dây
- 4. Phoi quá mỏng
- 5. Phoi vụn
- Sự co rút của phoi

Quá trình tạo phoi trong gia công cắt gọt
Các chi tiết được chế tạo bằng phương pháp cắt gọt từ phôi là một khối vật liệu để thay đổi hình dáng, kích thước, chất lượng bề mặt và tính chất vật liệu gia công. Lớp vật liệu cần phải lấy đi trên phôi trong quá trình cắt gọt gọi là lượng dư gia công, phần vật liệu bị hớt bỏ đi được gọi là phoi.
Lượng dư gia công càng lớn thì thời gian cần thiết để cắt gọt càng nhiều, do đó để chế tạo ra một chi tiết dùng được bằng phương pháp cắt gọt thì lượng dư cũng như thời gian gia công phải đủ.
Lượng dư gia công thường không được cắt hết một lần mà phải sau vài lần cắt ( chạy dao ), người ta thường chia quá trình gia công cắt gọt thành hai giai đoạn chạy dao:
- Giai đoạn thứ nhất là gia công thô, tức là lấy đi phần cơ bản của lượng dư gia công, giai đoạn này người ta ít chú ý đến sai số về hình dáng,kích thước, cũng như chất lượng bề mặt gia công
- Giai đoạn hai gồm các bước gia công bán tinh, gia công tinh hớt bỏ đi một lượng nhỏ lượng dư gia công còn lại để đạt được độ chính xác về hình dáng, kích thước và chất lượng bề mặt gia công theo yêu cầu kỹ thuật của bản vẽ chi tiết.
Quá trình hình thành phoi
Như đã nói ở trên thì quá trình gia công cắt gọt là quá trình lấy đi khỏi phôi một lượng vật liệu không nguyên khối được gọi là phoi để nhận được chi tiết có hình dáng, kích thước, chất lượng bề mặt theo yêu cầu kỹ thuật.
Nhiều công trình nghiên cứu đã chứng minh rằng : Quá trìng cắt gọt là sự trượt phá của các phần tử vật liệu dưới tác dụng của lực mà các thành phần dụng cụ cắt tác dụng vào.
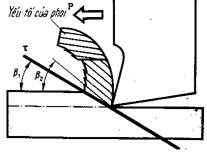
Dưới tác dụng của lực cắt, lớp kim loại ở mặt trước của dao sẽ bị nén lại, sau đó lớp kim loại bị tách rời bắt đầu bị ép trồi lên dọc theo mặt trước của dao ( hiện tượng này xảy ra cho đến khi nào áp lực của dao chưa vượt quá lực liên kết giữa các phần tử vật liệu ) cho đến khi áp lực của dao lên vật liệu vượt quá lực liên kết giữa các phần tử vật liệu thì phoi bị nén sẽ trượt theo mặt phẳng, dao tiếp tục nén và các phần tử phoi tiếp theo tiếp tục trượt.
Các phần tử vật liệu trượt theo mặt trượt - nằm nghêng so với bề mặt phôi một góc = 30 - 40 độ. Bên trong mỗi phần tử vật liệu cũng diễn ra sự xê dịch các tinh thể dưới một góc = 60 - 65 độ.
 Như vậy, trong quá trình cắt gọt, đầu tiên trong các phần tử vật liệu được cắt xảy ra biến dạng đàn hồi sau đó là biến dạng dẽo, và kết thúc là các phần tử phoi trượt liên tục
Như vậy, trong quá trình cắt gọt, đầu tiên trong các phần tử vật liệu được cắt xảy ra biến dạng đàn hồi sau đó là biến dạng dẽo, và kết thúc là các phần tử phoi trượt liên tục
Các dạng phoi
Tùy theo cơ tính của vật liệu ( khả năng biến dạng đàn hồi và biến dạng dẽo ) mà trong quá trình cắt gọt tạo ra nhiều dạng phoi khác nhau.
Hình dạng, kích thước và việc thoát phoi rất quan trọng trong quá trình khoan vật liệu. Nó ảnh hưởng đến tuổi thọ dụng cụ, chất lượng lỗ khoan và việc vận hành được an toàn. Phoi được hình thành bị ảnh hưởng bởi nhiều yếu tố như vật liệu gia công, hình dáng hình học mũi khoan, áp suất, thể tích nước tưới nguội và chế độ cắt. Sau đây là một số hình dạng và kích thước điển hình của phoi:
1. Dạng hình nón hoặc chữ C
Đây là hình dáng và kích thước chúng ta hướng đến, nó có dạng hình nón hoặc chữ C. Phoi chữ C được hình thành bởi quá trình khoan đạt chất lượng và hiệu quả

2. Phoi có đuôi
Phoi có đuôi quá dài. Để làm ngắn lại, chúng ta điều chỉnh bằng cách tăng tốc độ trục chính.

3. Phoi quá dài - Phoi dây
Phoi quá dày, ảnh hưởng đến tuổi thọ dụng cụ. Chúng ta có thể cải thiện bằng cách giảm chiều sâu lớp cắt. Phoi dây được tạo thành khi gia công các vật liệu có độ dẽo cao, độ cứng thấp với tốc độ cắt lớn. Phoi dạng này trượt ra khỏi dao dưới dạng dây dài có độ nhẳn cá bề mặt xung quanh tương đối như nhau, ít thấy răng cưa
Các dạng phoi trên đây không phải là cố định theo vật liệu, mà nó có thể thay đổi từ dạng phoi này sang dạng phoi khác nếu ta thay đổi điều kiện cắt gọt. Ví dụ như khi chiều sâu cắt nhỏ và tốc độ cắt cao thì khả năng tạo ra phoi dây, phoi quá dài cao hơn

4. Phoi quá mỏng
Phoi quá mỏng, ảnh hưởng đến tuổi thọ dao do lớp cắt quá mỏng dẫn đến thời gian cắt dài gây tăng nhiệt độ cạnh dao cắt.

5. Phoi vụn
Phoi vụn được hình thành khi gia công các vật liệu cứng và giòn ví dụ như gang, đồng thau, đá, gốm xứ, Ebônít, . . . Nó gồm những mảnh vật liệu rời rạc có hình dáng khác nhau, các phần tử vật liệu này không liên kết với nhau hoặc liên kết với nhau rất yếu.
Sự co rút của phoi
Do quá trình cắt gọt là quá trình biến dạng của phoi, nên phoi được tách ra khỏi chi tiết do bị nén sẽ có chiều dài ngắn hơn chiều dài cắt và theo định luật biến dạng khối Poisson thì bề dày sẽ dày hơn. Hiện tượng đó được gọi là sự co rút của phoi, hiện tượng này có thể nhận biết bằng cách quan sát hình dáng bên ngoài của phoi. Hệ số co rút của phoi có thể được tính theo công thức sau:
K = Lo / L
Trong đó :
- Lo là chiều dài cắt trên bề mặt gia công ( quảng đường đi được của dao trên phôi ) (mm).L là chiều dài thực của phoi (mm).
Hệ số co rút của phoi K luôn lớn hơn 1. Hệ số K càng lớn thì phoi biến dạng càng nhiều, nghĩa là khả năng chống lại sự trượt phá của vật liệu giảm ( tương ứng với khả năng gia công càng tốt, dễ gia công ). Hệ số co rút phoi xác định giá trị biến dạng dẽo của vật liệu khi cắt gọt, hệ số K càng lớn thì biến dạng dẽo càng tăng.
Từ hệ số co rút củ phoi có thể phần nào đánh giá được sức bền của vật liệu trong quá trình cắt gọt ( khả năng gia công ), từ đó rút ra được những kết luân cần thiết và áp dụng những biện pháp hợp lý làm cho quá trình, khoan, cắt được dễ dàng, ví dụ như ảnh hưởng của sự co rút của phoi liên qua đến việc gảy taro khi trả ngược để bẻ phoi khi gia công vật liệu dẽo.

Tóm lại, chúng ta cần xem xét sự hình thành phoi, chọn chế độ cắt phù hợp cùng với việc tưới nguội hợp lí để có thể góp phần cải thiện việc thoát phoi và tăng hiệu quả quá trình khoan, cắt vật liệu gia công. Điều này sẽ giúp tăng năng suất, hạn chế gãy dụng cụ cắt gọt và giảm thời gian thay đổi, gá dụng cụ cắt gọt.
Từ khóa » Hệ Số Co Rút Phoi
-
4.3 Hiện Tượng Co Rút Phoi – Hệ Số Co Rút Phoi K - Lập Trình CNC
-
Hiện Tượng Co Rút Phoi | Trịnh Đình Tiến
-
Nhân Tố ảnh Hưởng đến Hệ Số Co Rút Phoi
-
Hiện Tượng Co Rút Phoi được đặc Trưng Bỡi Hệ Số Co Rút Phoi K
-
Nghiên Cứu ảnh Hưởng Của Các Thông Số Cắt đến Hệ Số Co Rút Phoi ...
-
[PDF] Nghiên Cứu ảnh Hưởng Của Các Thông Số Cắt đến Hệ Số Co Rút Phoi
-
Hệ Số Co Rút Phoi.pdf (.docx) | Tải Miễn Phí Với 1 Click
-
Hệ Số Co Rút Phoi.pdf (.docx) | Tải Miễn Phí
-
Phoi
-
Nghiên Cứu ảnh Hưởng Của Các Thông Số Cắt đến Hệ Số Co Rút Phoi ...
-
Các Dạng Phoi Trong Gia Công Cắt Gọt Kim Loại
-
Bảng Tra Hệ Số Co Rút - Khuôn Nhựa
-
[PDF] ISSN 2354-0575 Khoa Học & Công Nghệ - Số 9/Tháng 3