Rèn Và Dập Khối - TaiLieu.VN
Có thể bạn quan tâm
Công nghệ dập tạo hình khối là một trong những phương pháp gia công kim loại bằng áp lực, khai thác tính dẻo của kim loại để làm biến dạng và điền đầy vào lòng khuôn để tạo hình sản phẩm có hình dạng và kích thước theo yêu cầu.
Chủ đề:
luongdiep1991Gia công tiện phay mài
Tài liệu Gia công tiện phay mài
SaveLikeShareReport Download AI tóm tắt /32 Hànội, 10.09.2010RÈN VÀDẬP KHỐIChương 2TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀNỘIVIỆN CƠ KHÍB/M GIA CÔNG ÁP LỰC---------------------------------------------------2.0 KHÁI NIỆM VÀPHÂN LOẠI 2Công nghệdập tạo hình khốilàmột trong những phương pháp gia công kim loại bằng áp lực, khai thác tính dẻocủa kim loại đểlàm biến dạngvàđiền đầyvào lòng khuôn đểtạo hình sản phẩm cóhình dạng vàkích thước theo yêu cầu.B/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN Các dạng sản phẩm dập khối3Dập khối sản phẩm lớn4B/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN
Hànội, 10.09.2010RÈN VÀDẬP KHỐIChương 2TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀNỘIVIỆN CƠ KHÍB/M GIA CÔNG ÁP LỰC---------------------------------------------------2.0 KHÁI NIỆM VÀPHÂN LOẠI 2Công nghệdập tạo hình khốilàmột trong những phương pháp gia công kim loại bằng áp lực, khai thác tính dẻocủa kim loại đểlàm biến dạngvàđiền đầyvào lòng khuôn đểtạo hình sản phẩm cóhình dạng vàkích thước theo yêu cầu.B/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN Các dạng sản phẩm dập khối3Dập khối sản phẩm lớn4B/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN 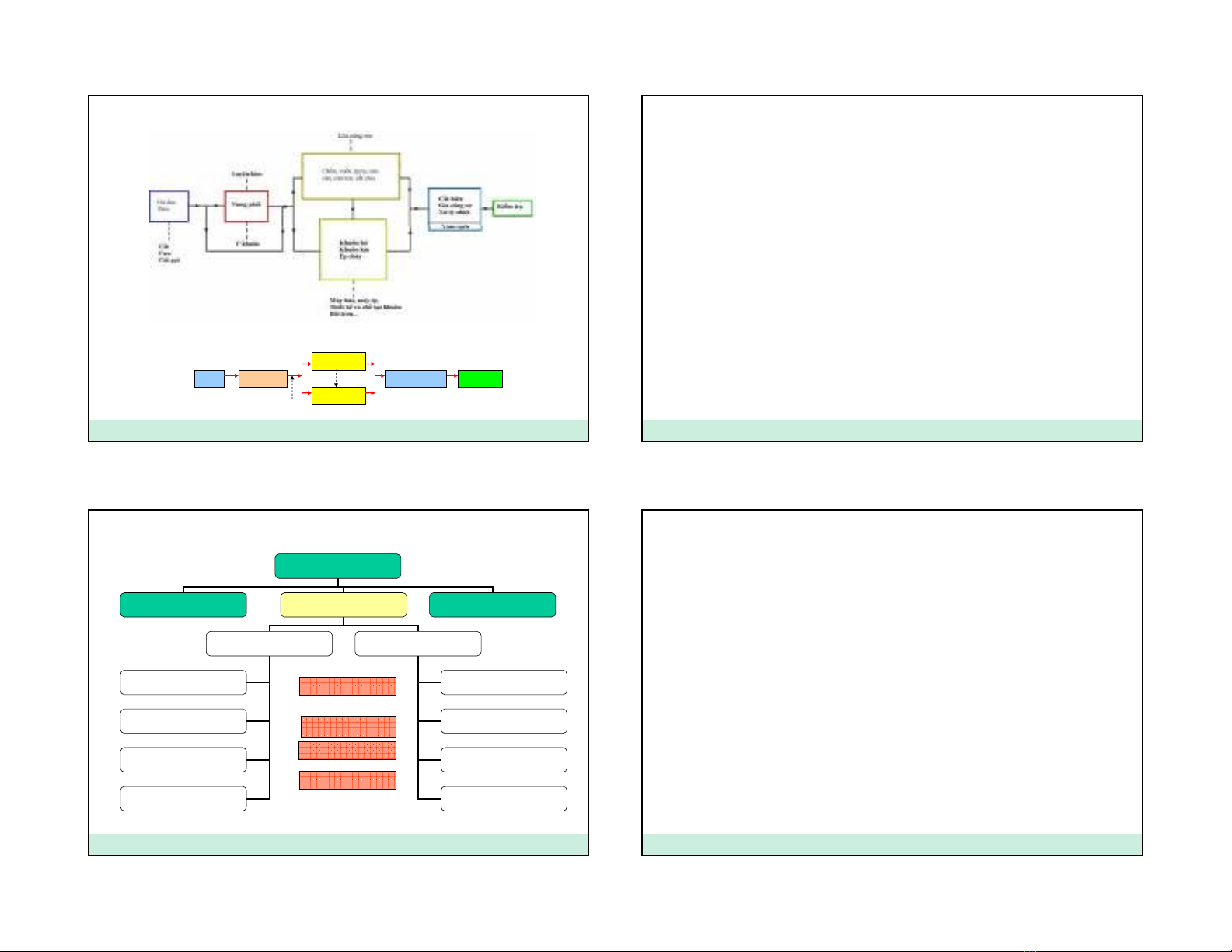 Sơđồkhối công nghệrèn, dập khối5PhôiNung phôiRèn tựdoDập khốiSản phẩmXửlý sau dậpĐối tượng cấn nghiên cứu6Phôi ÆRèn, Dập khốiÆPhôi dập- Phôi đúc, gù đúc-Chồn-Bán thành phẩm -Phôi cán chu kỳ, định hình-Vuốt, kéo-Chi tiết-Chếđộnhiệt -Uốn-Dung sai vật dập-Vật liệu, cơ tính-Dát...-Ép chảy- Đột lỗ-Vặn xoắn-Hàn cháy-Chặt phôi-Dập trong khuôn hở-Dập trong khuôn kínB/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN Phân loại dập khối7GiacôngáplựcDậptấmDậptạohìnhkhối…RènphôiDậpkhốiChồnVuốtUốn…DậptrongkhuônhởDậptrongkhuônkínÉpchảy…MáybúaMáyépTLMáyépvítMáy ép TKB/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN 2.1 Phôi sửdụng trong rèn vàdập khối8* Vật liệu đểrèn vàdập khối rất đa dạng, gồm:-Các loại thép các bon-Các loại thép hợp kim-Kim loại mầu vàhợp kim màu như hợp kim nhôm, magiê, đồng vàmột sốhợp kim niken, titan…* Mọi vật liệu kim loại cótính dẻo đều cóthểdập ởmột nhiệt độnhất định
Sơđồkhối công nghệrèn, dập khối5PhôiNung phôiRèn tựdoDập khốiSản phẩmXửlý sau dậpĐối tượng cấn nghiên cứu6Phôi ÆRèn, Dập khốiÆPhôi dập- Phôi đúc, gù đúc-Chồn-Bán thành phẩm -Phôi cán chu kỳ, định hình-Vuốt, kéo-Chi tiết-Chếđộnhiệt -Uốn-Dung sai vật dập-Vật liệu, cơ tính-Dát...-Ép chảy- Đột lỗ-Vặn xoắn-Hàn cháy-Chặt phôi-Dập trong khuôn hở-Dập trong khuôn kínB/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN Phân loại dập khối7GiacôngáplựcDậptấmDậptạohìnhkhối…RènphôiDậpkhốiChồnVuốtUốn…DậptrongkhuônhởDậptrongkhuônkínÉpchảy…MáybúaMáyépTLMáyépvítMáy ép TKB/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN 2.1 Phôi sửdụng trong rèn vàdập khối8* Vật liệu đểrèn vàdập khối rất đa dạng, gồm:-Các loại thép các bon-Các loại thép hợp kim-Kim loại mầu vàhợp kim màu như hợp kim nhôm, magiê, đồng vàmột sốhợp kim niken, titan…* Mọi vật liệu kim loại cótính dẻo đều cóthểdập ởmột nhiệt độnhất định 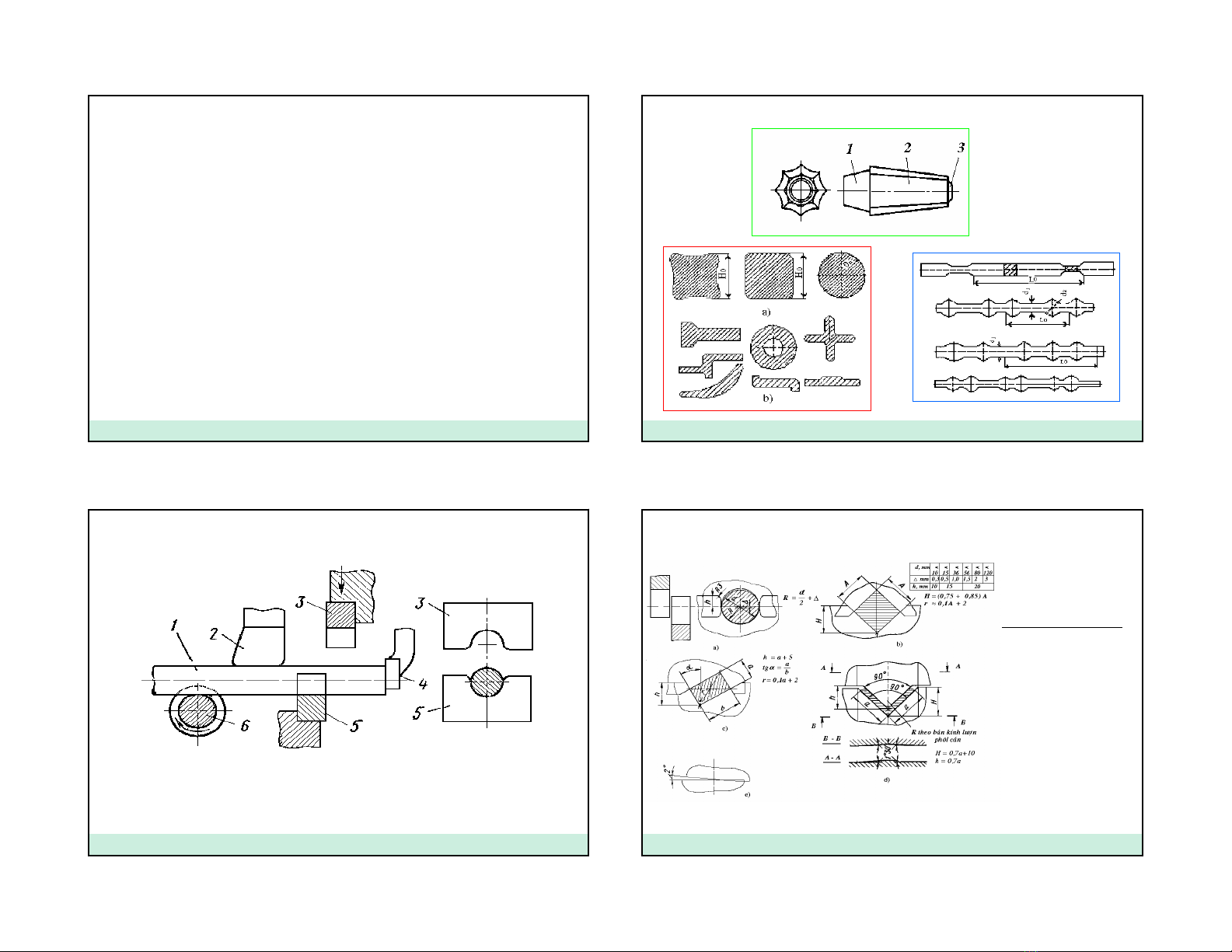 9C¸c d¹ng ph«I chñyÕuPh«I thÐp ®ócph«I thÐp c¸n ®Þnh h×nhph«I rÌnph«I thÐp tÊmph«I qua gia c«ng c¬ph«I ®ócc¸c lo¹i ph«I kh¸c 10Các phương pháp cắt phôi11Sơđồcắt phôi trên máy cắtB/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN Các phương pháp cắt phôi12Lưỡi cắt đểcắt thép hìnha – đểcắt phôi trònb - đểcắt phôi vuôngc - đểcắt phôi chữnhật d - đểcắt thép góce - đểcắt tấmB/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN
9C¸c d¹ng ph«I chñyÕuPh«I thÐp ®ócph«I thÐp c¸n ®Þnh h×nhph«I rÌnph«I thÐp tÊmph«I qua gia c«ng c¬ph«I ®ócc¸c lo¹i ph«I kh¸c 10Các phương pháp cắt phôi11Sơđồcắt phôi trên máy cắtB/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN Các phương pháp cắt phôi12Lưỡi cắt đểcắt thép hìnha – đểcắt phôi trònb - đểcắt phôi vuôngc - đểcắt phôi chữnhật d - đểcắt thép góce - đểcắt tấmB/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN 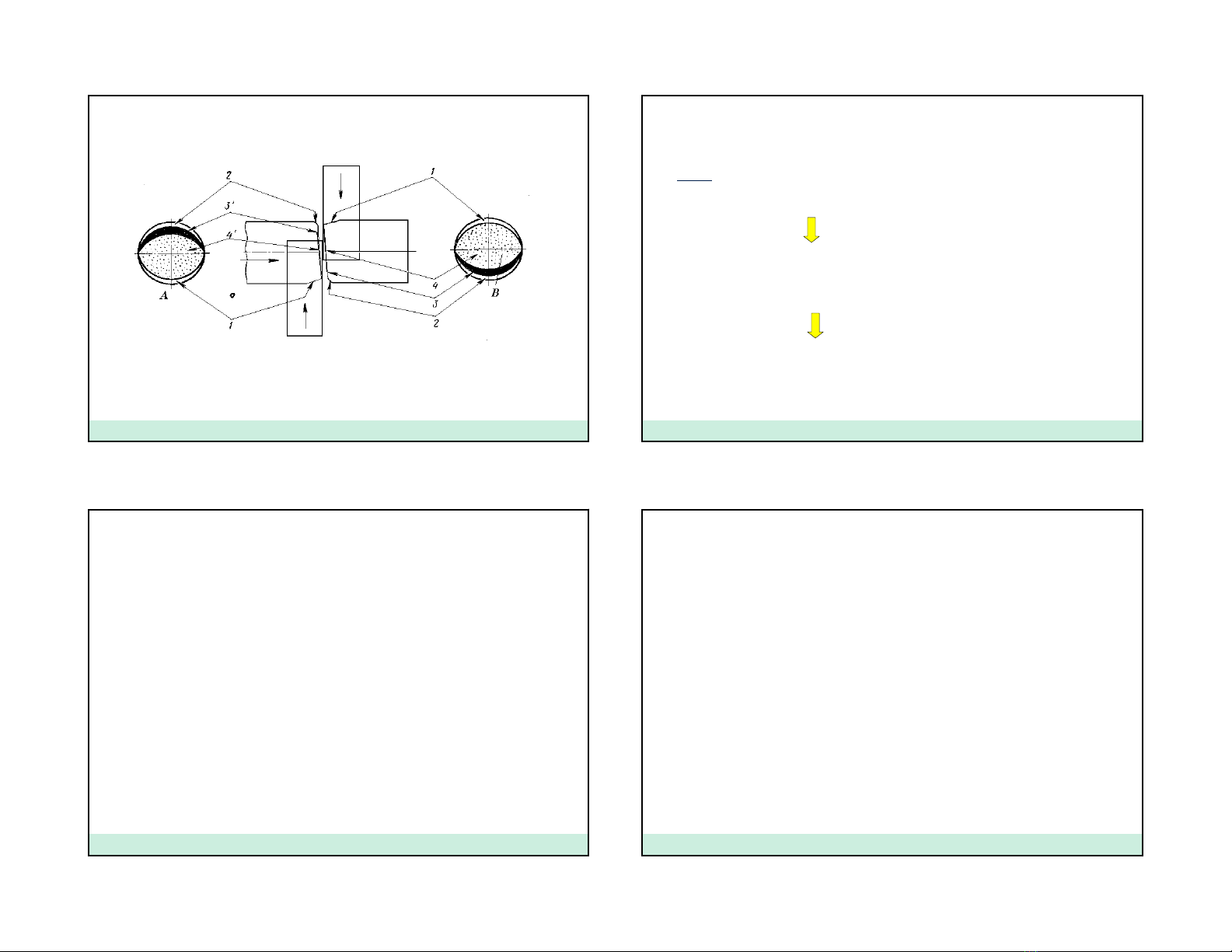 Các phương pháp cắt phôi13Dạng đặc trưng của đầu mặt phôi sau khi cắtB/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN 14Vídụtính lực cắtVídụ:Tính lực cắt phôi trụΦ20 mm thép ký hiệu C30 trên máy cắt ?Tra bảng thông sốvật liệu ta cógiới hạn bền 480MpaF=pi*20*20/4=100pi mm*mmσb= 480 Mpa=480 N/mm2k = 1 ÷1,6P=( 1 ÷1,6 )*0,7*480*100pi =105.557 ÷168.892 N =10.5÷16.8 TP = k . σc. F ≈0,7 k . σb. F2.2 CHẾ ĐỘNHIỆT KHI DẬP KHỐI152.2.1. Khái niệm:-Khoảng nhiệt độtạo hình cho phép(Tcp) khi rèn vàdập nóng làkhoảng nhiệt độgiới hạn bởi nhiệt độbắt đầu rèn (Tbd) vànhiệt độkết thúc rèn (Tkt) màtại đókim loại cótính dẻo cần thiết đểbiến dạng và điền đầy lòng khuôn. Đối với hợp kim thép -các bon thông thường thìkhoảng nhiệt độcho phép nằm trong giới hạn từ12500C –750oC.-Khoảng nhiệt độtạo hình cần thiết (Tct) làkhoảng nhiệt độnằm trong khoảng nhiệt độ(Tcp) phùhợp với từng nguyên công, thời gian gia công vàvật liệu.B/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN 2.2 CHẾ ĐỘNHIỆT KHI DẬP KHỐI162.2.3 CHẾ ĐỘNUNG VÀLÀM NGUỘIĐạt được nhiệt độnungNhiệt phân bốđồng đều theo tiết diện của thỏi đúc hoặc phôiHạn chếoxy hóa vàthoát các bon bềmặtTránh nứt tếvi vàứng suất dư do nhiệt…Yêu cầu khi nung:B/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN
Các phương pháp cắt phôi13Dạng đặc trưng của đầu mặt phôi sau khi cắtB/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN 14Vídụtính lực cắtVídụ:Tính lực cắt phôi trụΦ20 mm thép ký hiệu C30 trên máy cắt ?Tra bảng thông sốvật liệu ta cógiới hạn bền 480MpaF=pi*20*20/4=100pi mm*mmσb= 480 Mpa=480 N/mm2k = 1 ÷1,6P=( 1 ÷1,6 )*0,7*480*100pi =105.557 ÷168.892 N =10.5÷16.8 TP = k . σc. F ≈0,7 k . σb. F2.2 CHẾ ĐỘNHIỆT KHI DẬP KHỐI152.2.1. Khái niệm:-Khoảng nhiệt độtạo hình cho phép(Tcp) khi rèn vàdập nóng làkhoảng nhiệt độgiới hạn bởi nhiệt độbắt đầu rèn (Tbd) vànhiệt độkết thúc rèn (Tkt) màtại đókim loại cótính dẻo cần thiết đểbiến dạng và điền đầy lòng khuôn. Đối với hợp kim thép -các bon thông thường thìkhoảng nhiệt độcho phép nằm trong giới hạn từ12500C –750oC.-Khoảng nhiệt độtạo hình cần thiết (Tct) làkhoảng nhiệt độnằm trong khoảng nhiệt độ(Tcp) phùhợp với từng nguyên công, thời gian gia công vàvật liệu.B/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN 2.2 CHẾ ĐỘNHIỆT KHI DẬP KHỐI162.2.3 CHẾ ĐỘNUNG VÀLÀM NGUỘIĐạt được nhiệt độnungNhiệt phân bốđồng đều theo tiết diện của thỏi đúc hoặc phôiHạn chếoxy hóa vàthoát các bon bềmặtTránh nứt tếvi vàứng suất dư do nhiệt…Yêu cầu khi nung:B/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN 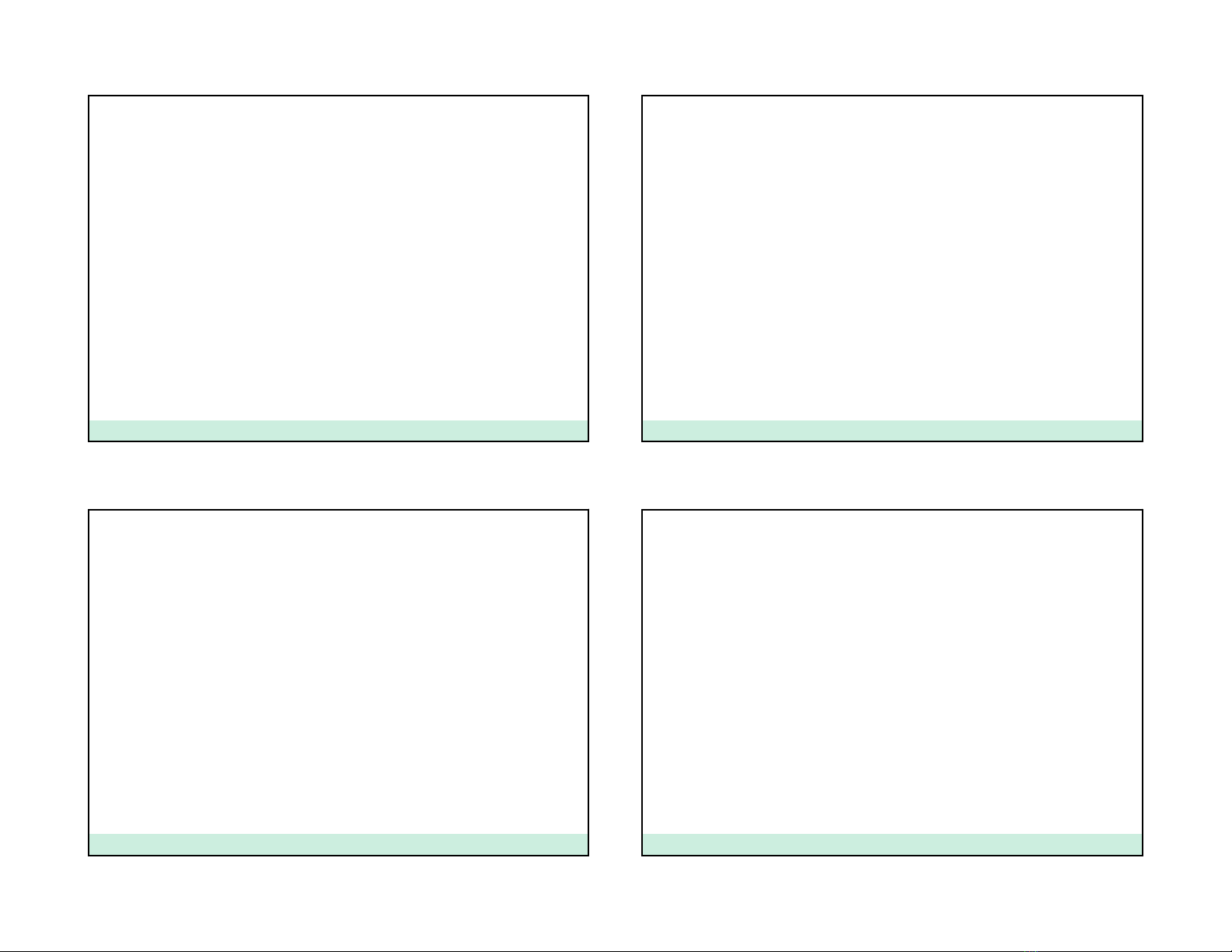 2.2 CHẾ ĐỘNHIỆT KHI DẬP KHỐI172.2.3 CHẾ ĐỘNUNG VÀLÀM NGUỘI1. Nung tới nhiệt độchuyển biến pha với tốc độnung cho phép;2. Giữnhiệt ởnhiệt độchuyển biến pha;3. Tiếp tục nung đến nhiệt độnung cần thiết với tốc độnung cao nhất cóthể; 4. Giữnhiệt ởnhiệt độnày để đồng đều hóa nhiệt độtheo tiết diện phôi.+ Chế độ nung phân đoạn cho phôi cóchiều dày lớn:2.2 CHẾ ĐỘNHIỆT KHI DẬP KHỐI182.2.3 CHẾ ĐỘNUNG VÀLÀM NGUỘI+ Chế độ nung phân đoạn cho phôi nhỏ:Khi nung phôi ngắn với tỷlệchiều dài/ đường kính L/D ≤2, thời gian nung cóthểgiảm 2%, L/D = 1,5 thời gian nung cóthểgiảm 8%, L/D = 1 thìthời gian nung cóthểgiảm tới 29%.Đối với đa sốthép kết cấu khi phôi có đường kính nhỏ hơn 100 mm hoàn toàn cóthểchất ngay vào lò cónhiệt độcao (1300 -1400o C).B/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN 2.2 CHẾ ĐỘNHIỆT KHI DẬP KHỐI192.2.3 CHẾ ĐỘNUNG VÀLÀM NGUỘI1. Phôi bịmất nhiệt trong khi tạo hình2. Làm nguội sau khi rènQuátrình làm nguội gồm 2 giai đoạn:Ở giai đoạn này phôi được làm nguội làdo -nhiệt truyền ra không khíxung quanh-nhiệt truyền trực tiếp vào dụng cụgia công.- Đối với các chi tiết nhỏ, làm nguội bằng cách xếp thành đống lớn trong lò kín, trong lò cóchứa vôi bột, hoặc trong lò cónhiệt độthấp hơn nhiệt độngừng rèn, tức làcốgắng làm nguội càng chậm càng tốt.- Đối với các chi tiết lớn (D = 500 ÷ 1500 mm), người ta làm nguội ngoài không khí, đôi khi còn làm “áo”bao lấy chi tiết đểgiảm tốc độlàm nguội kim loại. Các áo cách nhiệt được làm bằng amian vàcách kim loại từ 50 đến 120 mm.2.2 CHẾ ĐỘNHIỆT KHI DẬP KHỐI202.2.4 PHƯƠNG PHÁP NUNGa)Khi nung bằng dòng điện tiếp xúcb) Khi nung bằng dòng điện cảm ứngc) Phương pháp nung bằng dung dịch điện phânB/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN
2.2 CHẾ ĐỘNHIỆT KHI DẬP KHỐI172.2.3 CHẾ ĐỘNUNG VÀLÀM NGUỘI1. Nung tới nhiệt độchuyển biến pha với tốc độnung cho phép;2. Giữnhiệt ởnhiệt độchuyển biến pha;3. Tiếp tục nung đến nhiệt độnung cần thiết với tốc độnung cao nhất cóthể; 4. Giữnhiệt ởnhiệt độnày để đồng đều hóa nhiệt độtheo tiết diện phôi.+ Chế độ nung phân đoạn cho phôi cóchiều dày lớn:2.2 CHẾ ĐỘNHIỆT KHI DẬP KHỐI182.2.3 CHẾ ĐỘNUNG VÀLÀM NGUỘI+ Chế độ nung phân đoạn cho phôi nhỏ:Khi nung phôi ngắn với tỷlệchiều dài/ đường kính L/D ≤2, thời gian nung cóthểgiảm 2%, L/D = 1,5 thời gian nung cóthểgiảm 8%, L/D = 1 thìthời gian nung cóthểgiảm tới 29%.Đối với đa sốthép kết cấu khi phôi có đường kính nhỏ hơn 100 mm hoàn toàn cóthểchất ngay vào lò cónhiệt độcao (1300 -1400o C).B/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN 2.2 CHẾ ĐỘNHIỆT KHI DẬP KHỐI192.2.3 CHẾ ĐỘNUNG VÀLÀM NGUỘI1. Phôi bịmất nhiệt trong khi tạo hình2. Làm nguội sau khi rènQuátrình làm nguội gồm 2 giai đoạn:Ở giai đoạn này phôi được làm nguội làdo -nhiệt truyền ra không khíxung quanh-nhiệt truyền trực tiếp vào dụng cụgia công.- Đối với các chi tiết nhỏ, làm nguội bằng cách xếp thành đống lớn trong lò kín, trong lò cóchứa vôi bột, hoặc trong lò cónhiệt độthấp hơn nhiệt độngừng rèn, tức làcốgắng làm nguội càng chậm càng tốt.- Đối với các chi tiết lớn (D = 500 ÷ 1500 mm), người ta làm nguội ngoài không khí, đôi khi còn làm “áo”bao lấy chi tiết đểgiảm tốc độlàm nguội kim loại. Các áo cách nhiệt được làm bằng amian vàcách kim loại từ 50 đến 120 mm.2.2 CHẾ ĐỘNHIỆT KHI DẬP KHỐI202.2.4 PHƯƠNG PHÁP NUNGa)Khi nung bằng dòng điện tiếp xúcb) Khi nung bằng dòng điện cảm ứngc) Phương pháp nung bằng dung dịch điện phânB/M GIA CÔNG ÁP LỰC -ViỆN CƠ KHÍ - ĐẠI HỌC BÁCH KHOA HN Tài liệu liên quan

Báo cáo tổng kết đề tài khoa học và công nghệ cấp trường: Nghiên cứu xác định chế độ sửa đá tối ưu khi mài định hình thép SKD11 qua tôi trên máy phay CNC bằng đá CBN
64 trang
Bài giảng Công nghệ gia công cơ - Trường Đại học Kỹ thuật Công nghiệp
78 trang
Nâng cao chất lượng bề mặt bằng phương pháp miết ép dao động
5 trang
Công tác phát triển khai hóa bồi dưỡng Mô đun 2: Kỹ thuật phay CNC cho giáo viên dạy nghề
42 trang
Influence of different cutter helix angle and cutting condition on surface roughness during end-milling of c45 steel
10 trang
Phương pháp gia công bằng tia laser
36 trang
Giáo trình Phay bánh răng côn răng thảng - Cao đẳng nghề Đắk Lắk
18 trang
Báo cáo Mô đun 3: Kỹ thuật Tiện CNC
60 trang
Báo cáo Mô đun 2: Kỹ thuật Phay CNC
42 trang
Chương trình dạy nghề trình độ sơ cấp: Nghề Kỹ thuật gia công bàn ghế
W 46 trangTài liêu mới

Bài giảng môn Thiết kế nhà máy cơ khí - TS. Nguyễn Ngọc Kiên
154 trang
Tài liệu học tập Quản lý an toàn lao động hàng hải
W 171 trang![Bài giảng Khoa học vật liệu cơ khí [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251231/kimphuong1001/135x160/35861767942305.jpg)
Bài giảng Khoa học vật liệu cơ khí
139 trang
Bài giảng Thiết kế dụng cụ công nghiệp: Chương 4 - Trường ĐH Bách Khoa Hà Nội
14 trang
Bài giảng Thiết kế dụng cụ công nghiệp: Chương 3 - Trường ĐH Bách Khoa Hà Nội
27 trang
Bài giảng Thiết kế dụng cụ công nghiệp: Chương 2 - Trường ĐH Bách Khoa Hà Nội
20 trang
Bài giảng Thiết kế dụng cụ công nghiệp: Chương 1 - Trường ĐH Bách Khoa Hà Nội
31 trang
Bài giảng Cơ học lý thuyết: Chương 14 - ThS. Nguyễn Duy Khương
12 trang
Bài giảng Cơ học lý thuyết: Chương 13 - ThS. Nguyễn Duy Khương
17 trang
Bài giảng Cơ học lý thuyết: Chương 12 - ThS. Nguyễn Duy Khương
14 trang
Bài giảng Cơ học lý thuyết: Chương 11 - ThS. Nguyễn Duy Khương
39 trang
Bài giảng Cơ học lý thuyết: Chương 10 - ThS. Nguyễn Duy Khương
12 trang
Bài giảng Cơ học lý thuyết: Chương 9 - ThS. Nguyễn Duy Khương
12 trang
Bài giảng Cơ học lý thuyết: Chương 8 - ThS. Nguyễn Duy Khương
21 trang
Bài giảng Cơ học lý thuyết: Chương 7 - ThS. Nguyễn Duy Khương
9 trangAI tóm tắt
- Giúp bạn nắm bắt nội dung tài liệu nhanh chóng!Giới thiệu tài liệu
Đối tượng sử dụng
Từ khoá chính
Nội dung tóm tắt
Giới thiệu
Về chúng tôi
Việc làm
Quảng cáo
Liên hệ
Chính sách
Thoả thuận sử dụng
Chính sách bảo mật
Chính sách hoàn tiền
DMCA
Hỗ trợ
Hướng dẫn sử dụng
Đăng ký tài khoản VIP
Zalo/Tel:093 303 0098
Email:[email protected]
Phương thức thanh toán
Theo dõi chúng tôi
Youtube
TikTok
 Chịu trách nhiệm nội dung: Nguyễn Công Hà Doanh nghiệp quản lý: Công ty TNHH Tài Liệu trực tuyến Vi Na - GCN ĐKDN: 0307893603 Địa chỉ: 54A Nơ Trang Long, P. Bình Thạnh, TP.HCM - Điện thoại: 0283 5102 888 - Email: [email protected]ấy phép Mạng Xã Hội số: 670/GP-BTTTT cấp ngày 30/11/2015
Chịu trách nhiệm nội dung: Nguyễn Công Hà Doanh nghiệp quản lý: Công ty TNHH Tài Liệu trực tuyến Vi Na - GCN ĐKDN: 0307893603 Địa chỉ: 54A Nơ Trang Long, P. Bình Thạnh, TP.HCM - Điện thoại: 0283 5102 888 - Email: [email protected]ấy phép Mạng Xã Hội số: 670/GP-BTTTT cấp ngày 30/11/2015 Từ khóa » Dập Và Dập
-
Dập - Wiktionary Tiếng Việt
-
Top 14 Dập Và Dập
-
Dập Nóng Và Dập Nguội - Cân Nhắc Lợi ích Và Hạn Chế
-
Bài 2 Cắt Và Dập - Chương 1: CÁc Khái Niệm Phần Tĩnh Học
-
Đột Dập Là Gì? Phân Loại Máy đột Dập Gia Công Tấm Kim Loại - PAVICO
-
Dập Cơ Bản Và định Luật Dẻo Kim Loại - HARSLE Punching Division
-
Đột Dập Là Gì? Sản Phẩm, đặc điểm Cà Các Kỹ Thuật đột Dập?
-
Tìm Hiểu Về Phương Pháp Gia Công Dập Nóng Và Dập Nguội Trong Cơ ...
-
Những điểm Khác Nhau Của Máy Dập Thủy Lực Và Máy Dập Kim Loại
-
Sản Phẩm Dập Kim Loại - Fischer ASIA
-
Đột Dập Tấm Kim Loại - TRUMPF
-
Khuôn Dập Liên Hoàn: Cấu Tạo, Phân Loại Và ứng Dụng - PAVICO