Tìm Hiểu Về Máy Cắt Dây EDM - Cấu Tạo & Nguyên Lý Hoạt động
Có thể bạn quan tâm
1. Máy cắt dây EDM là gì?

Máy cắt dây EDM hay máy cắt dây tia lửa điện (Wire-cut EDM hoặc Wire EDM) là một trong những loại máy gia công xung điện, trong đó điện cực âm trên máy là một sợi dây kim loại có đường kính từ 0,1 – 0,3mm. Đây là điểm khác biệt cơ bản giữa máy cắt dây tia lửa điện và các máy gia công xung điện khác (gia công bằng điện cực thỏi). Các bạn có thể tìm hiểu thêm qua bài viết Tìm hiểu về phương pháp gia công xung điện.
Máy cắt dây EDM được ứng dụng rộng rãi trong ngành cơ khí chính xác, chế tạo máy, sản xuất ô tô, xe máy, hàng không, điện tử, y tế… Trong vài chục năm trở lại đây, máy cắt dây đã được cải tiến với nhiều công nghệ vượt bậc, giúp gia công chính xác và nhanh chóng hơn rất nhiều. Các máy cắt dây có tích hợp hệ thống máy tính điều khiển tự động được gọi là máy cắt dây CNC.
2. Cấu tạo máy cắt dây
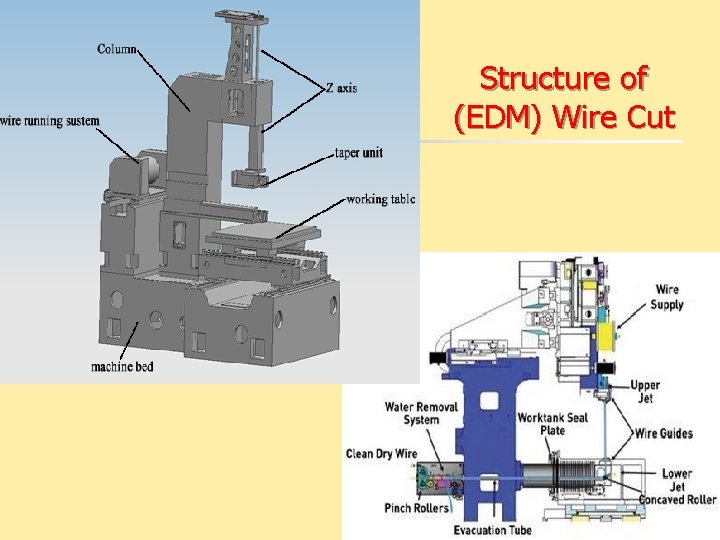
Trong bài viết này, chúng ta sẽ nói về cấu tạo của máy cắt dây CNC, nổi bật là máy cắt dây molipden, những dòng máy cắt dây điều khiển bằng tay truyền thống có cấu tạo tương tự, ngoại trừ phần điều khiển kỹ thuật số tự động CNC.
Một máy cắt dây CNC có cấu tạo gồm 4 phần chính như sau:
- Hệ thống cơ khí gồm thân máy, bàn máy, hệ thống dẫn dây, thực hiện nhiệm vụ cắt phôi theo bản vẽ.
- Hệ thống điện môi gồm thùng chứa điện môi, hệ thống lọc, hệ thống trao đổi ion.
- Hệ thống phóng điện gồm tủ điện nguồn, bo mạch phóng điện, bộ nguồn phóng điện.
- Hệ thống điều khiển số CNC là nơi điều khiển chương trình cắt của máy.
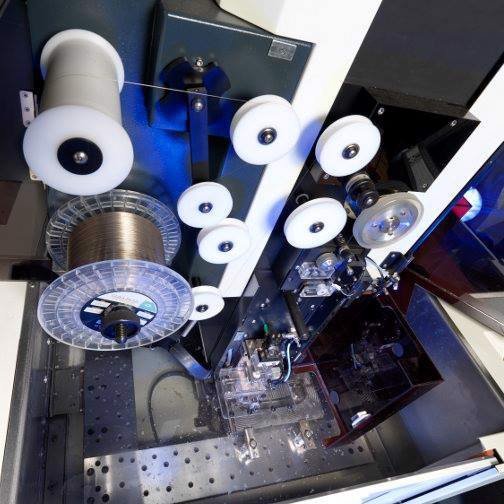
Hệ thống cơ khí của máy cắt dây CNC thường được cấu tạo bởi những bộ phận thân đế, khung sườn máy thường được làm bằng gang nặng, có độ cứng vững cao; các trục truyền động của máy; bàn gá phôi; phần lô quấn dây và bộ phận dây dẫn; thước quang và các bộ phận phụ như bơm dầu nhớt, đầu dẫn pulley, cover…
Phần lớn các máy cắt dây đời mới đều đều trang bị hệ thống xỏ dây tự động (Auto wire threading – AWT)
Khung sườn máy cắt dây thông thường có 2 loại dựa theo băng trượt của các trục chuyển động, là loại sườn máy dùng rãnh V (V shape) và loại sườn máy dùng ốp trượt tuyến tính.
Hệ thống điều khiển số CNC gồm có máy tính điều khiển chương trình, bảng điện, các bo mạch điều khiển, biến áp nguồn đầu vào, biến tần điều khiển lô quấn dây. Máy tính điều khiển chương trình là cụm máy tính gồm màn hình và CPU, trong đó thường có gắn card điều khiển chương trình cắt dây như HL, HF, autocut. Tại đây, người vận hành có thể sử dụng thiết kế bản vẽ, lập trình đường cắt cho máy.
Dây cắt
Dây cắt của máy cắt dây thường được chế tạo với các chất liệu đồng đỏ, đồng thau, molipden, volfram, đồng – volfram, bạc – volfram, kẽm… Bên ngoài thường được thêm một lớp phủ oxit kẽm, Graphit để tăng độ bền cho dây cắt.
Dây cắt thường chỉ được sử dụng một lần, nhưng cũng có loại sử dụng được nhiều lần. Đối với gia công cắt dây thì vật liệu làm dây cắt phải có các tính chất sau:
- Dẫn điện tốt
- Có nhiệt độ nóng chảy cao
- Dẫn nhiệt tốt
Dây cắt có 2 loại là loại không có lớp phủ (đơn thành phần) và loại có lớp phủ (đa thành phần. Loại không có lớp phủ là loại dây cắt truyền thống, có chất liệu là một kim loại đơn thành phần như đồng đỏ, đồng thau và molipden. Loại dây có lớp phủ (coated wire) có độ bền kéo và độ thoát nhiệt cao trong quá trình gia công. Lớp phủ có thể là kẽm, oxit kẽm, graphit, đồng đỏ với lõi là đồng thau… Các lớp phủ thường dày từ 5 – 10µm.
Chất điện môi
Hầu hết các máy cắt dây EDM sử dụng chất điện môi là nước khử khoáng. Độ tinh khiết của nước được đánh giá bằng điện trở suất. Chất điện môi và sự sục rửa có công dụng như sau.
- Cách ly khe hở gia công trước khi một lượng lớn năng lượng được tích lũy và tập trung năng lượng phóng điện vào một vùng nhỏ.
- Khôi phục điều kiện khe hở mong muốn bằng cách làm lạnh khe hở và khử ion hóa.
- Giúp rửa trôi phoi ra khỏi vùng gia công.
- Làm nguội dây và chi tiết gia công.
Mặc dù nước khử khoáng có thể làm nguội tốt, tốc độ cắt cao nhưng có nhược điểm là ăn mòn chi tiết gia công và cơ cấu máy. Vì thế trong một số trường hợp máy cắt dây có thể sử dụng dầu thay cho nước. Với điện trở suất cao làm phát sinh các tia lửa điện cực nhỏ, tạo nên bề mặt chi tiết có độ bóng cao. Vì vậy nên dầu là môi trường lý tưởng để gia công tinh chính xác với dây cực mảnh.
3. Nguyên lý hoạt động của máy cắt dây
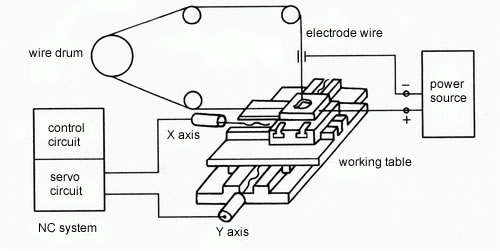
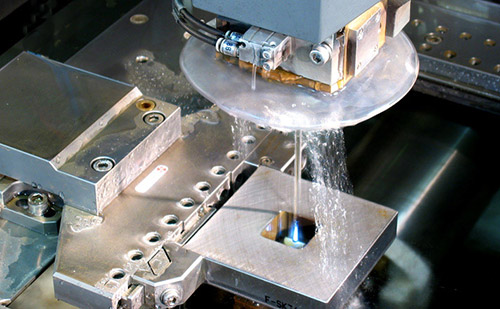
Về cơ bản, nguyên lý của máy cắt dây cũng tương tự như những máy gia công xung điện khác, đó là dựa vào sự ăn mòn cực dương khi có electron từ cực âm bắn phá qua cực dương. Phôi vật liệu vẫn đóng vai trò là cực dương, tuy nhiên cực âm thay vì là những điện cưc thỏi có hình dạng phức tạp thì cực âm trên máy cắt dây là sợi dây cắt có đường kính 0,1 – 0,3 mm, cuốn liên tực và chạy theo một biên dạng cố định, cho phép cắt bề mặt 2D và 3D phức tạp.
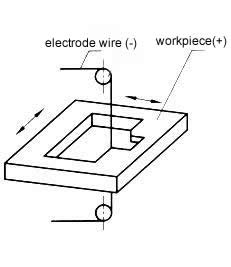
Chuyển động của dây cắt được điều khiển theo một đường bao nằm trong hệ tọa độ XY, được lập trình bằng các phần mềm CAD/CAM có modul cho máy cắt dây hoặc lập trình bằng tay với các ứng dụng đơn giản. Chuyển động này của dây cắt tạo thành một đường liên tục với độ chính xác khoảng 0,001mm. Dây cắt được dẫn hướng thông qua hai cơ cấu dẫn hướng bằng kim cương trên máy.
Quá trình phóng tia lửa điện của máy cắt dây là bằng mặt bên dây cắt đối với chi tiết gia công. Phôi được cắt hoàn toàn bằng sự phóng điện từ dây tới phôi chứ không hề có sự tiếp xúc trực tiếp giữa phôi và dây cắt.
Khác biệt giữa gia công điện cực thỏi và gia công bằng cắt dây
Giữa gia công xung điện bằng điện cực thỏi (Die-siker EDM) và gia công bằng dây cắt (Wirecut EDM) có một số khác biệt như sau:
- Trong gia công bằng điện cực thỏi thì người ta sử dụng dầu làm chất điện môi, còn trong gia công bằng cắt dây thì dùng nước khử khoáng. Tuy nhiên trong một số máy cắt dây WEDM có độ chính xác cao cũng có thể sử dụng điện môi là dầu.
- Trong gia công bằng điện cực thỏi, sự phóng điện xảy ra giữa mặt đầu điện cực với chi tiết gia công, còn khi gia công bằng dây cắt thì sự phóng điện xảy ra giữa mặt bên dây cắt với chi tiết gia công.
- Vùng phóng điện khi gia công bằng điện cực thỏi gồm mặt đầu và góc của điện cực. Còn vùng phóng điện khi gia công bằng dây cắt chỉ bao gồm mặt 180o của dây khi nó đến cắt chi tiết gia công.
» Sản phẩm liên quan: Dụng cụ gá kẹp cho máy cắt dây EDM
4. Chất lượng bề mặt khi gia công cắt dây EDM
Gia công cắt dây tia lửa điện cho bề mặt có dạng nhám khác hoàn toàn so với các phương pháp gia công cắt gọt truyền thống. Đối với gia công cắt dây thì trên bề mặt chi tiết sẽ xuất hiện những chỗ lồi hình cầu và lỏng chảy, được gọi là các đỉnh và miệng “núi lửa”. Giữa những chỗ lồi và lòng chảo này là vùng bằng phẳng chuyển tiếp, trong khi bề mặt của chi tiết trên các máy gia công truyền thống chỉ xuất hiện các vết dao cắt.
Bề mặt chi tiết khi gia công bằng cắt dây tia lửa điện ít bị tập trung ứng suất hơn, bề mặt đa hướng chứ không theo mẫu định hướng như trong gia công truyền thống. Giá trị của độ nhám bề mặt phụ thuộc vào nhiều yếu tố như kích thước dây cắt, dung môi, cường độ dòng điện. Thông thường, cường độ dòng điện càng lớn thì càng dễ xuất hiện các lỗ miệng núi lửa lớn. Để đạt được độ bóng cao thì sau khi gia công thô cần phải gia công tinh thêm một số lần.
5. Phân loại máy cắt dây tia lửa điện

Tùy theo các tiêu chí khác nhau, có thể chia máy cắt dây tia lửa điện thành các loại khác nhau. Nếu dựa theo hệ thống điều khiển thì máy cắt dây thường chia thành 2 loại là máy cắt dây (WEDM) truyền thống và máy cắt dây (WEDM) CNC.
Máy cắt dây truyền thống là loại máy điều khiển dây cắt bằng tay. Loại này có kết cấu đơn giản, khả năng gia công hạn chế và độ chính xác không cao. Thường sử dụng để gia công các chi tiết có dạng hình học đơn giản.
Máy cắt dây CNC là loại WEDM được điều khiển bằng chương trình số. Loại này có cấu tạo phức tạp, khả năng công nghệ rất cao, có thể gia công được những bề mặt rất phức tạp với độ chính xác cao. Hiện tại các máy cắt dây 5 trục đang được sử dụng ngày càng nhiều hơn.
Nếu phân loại theo kích thước hành trình của bàn máy (XY) thì máy cắt dây có thể phân loại thành các loại kích thước máy như:
- 350×450
- 450×550
- 450×630
- 550×800
- 630×1000
- 800×1200
- ….
Cũng có thể phân loại máy cắt dây WEDM theo loại motor dùng cho các trục X, Y, U, V là loại máy dùng motor bước (step) và loại máy dùng motor servo.
6. Ứng dụng máy cắt dây trong gia công cơ khí

Máy cắt dây (WEDM) có thể gia công nhiều dạng bề mặt phức tạp với độ chính xác cao như:
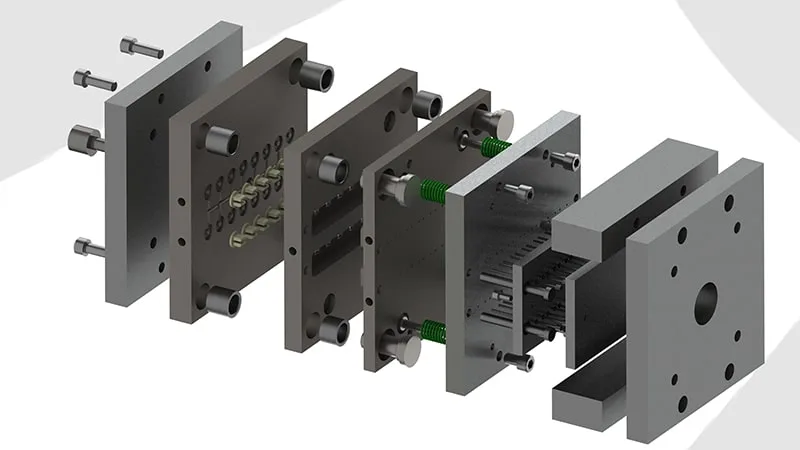
- Gia công lỗ trong khuôn đột, khuôn ép kim loại…
- Gia công điện cực cho máy xung EDM
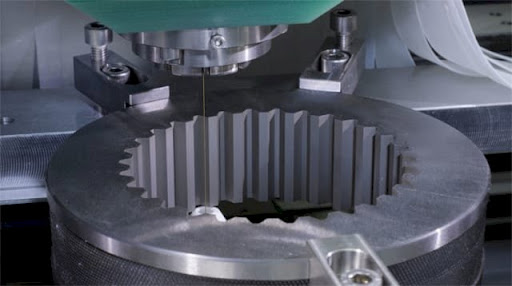
- Dùng cắt các đường biên dạng phức tạp như biên dạng cam, biên dạng thân khai của bánh răng, biên dạng spline…
- Cắt các mặt ba chiều, như các bề mặt bánh răng nghiêng, cánh tuabin, khối dạng nón, chi tiết xoắn ốc, parabol…
Ngoài ra máy cắt dây tia lửa điện còn có thể gia công các vật liệu siêu cứng như kim cương đa tinh thể (PCD), nitrit bo lập phương (CBN) và một số loại vật liệu composite có tính dẫn điện.
Đối với các ưu nhược điểm của máy cắt dây EDM cũng tương tự như những máy xung điện EDM khác.
Các bạn có thể tìm hiểu và đặt mua máy cắt dây ARISTECH tại Tinh Hà tại đây » Máy cắt dây Aristech.
Công ty TNHH Thương Mại Dịch Vụ Tinh Hà – Đại lý ủy quyền máy xung, máy cắt dây Aristech tại Việt Nam.
- Hotline: 024 6668 9888 – 0945 275 870
- Email: [email protected]
Tin tức mới nhất

TINH HÀ: CUNG CẤP GIẢI PHÁP TOÀN DIỆN CHO NGÀNH CƠ KHÍ CHÍNH XÁC TẠI VIỆT NAM

Gian hàng Tinh Hà tại triển lãm VIMF Bắc Ninh 2025 thu hút đông đảo khách hàng

Sumitomo Việt Nam và Tinh Hà Tăng Cường Đào Tạo Chuyên Sâu, Nâng Cao Chất Lượng Dịch Vụ Khách Hàng
15 Sai Lầm Phổ Biến Trong Thiết Kế Khuôn Ép Phun và Giải Pháp

Khác nhau giữa taro ren và phay ren

So sánh khoan gắn mảnh GDX và WDX của Sumitomo
![[KHUYẾN MẠI] SUMITOMO TẶNG CÁN KHOAN KHI MUA MẢNH CẮT](https://tinhha.com.vn/wp-content/uploads/2025/09/KM_GDX_3-03-03.webp)
[KHUYẾN MẠI] SUMITOMO TẶNG CÁN KHOAN KHI MUA MẢNH CẮT

Giải pháp gia công cơ khí chính xác toàn diện từ các thương hiệu hàng đầu tại Tinh Hà
Từ khóa » Cấu Tạo Máy Xung điện Edm
-
Cấu Tạo Máy Xung điện EDM
-
Nguyên Lý Hoạt động Của Máy Xung điện Và Cắt Dây EDM - AIE
-
Nguyên Lý Hoạt động Của Máy EDM | Máy Gia Công Tia Lửa điện
-
Gia Công Bằng Tia Lửa điện ( Xung điện EDM) Là Gì? - MAYLINHAN
-
Tìm Hiểu Về Phương Pháp Xung Điện - CÔNG TY TNHH NSD VINA
-
Nguyên Lý Và ứng Dụng Sản Xuất Của Gia Công Xung điện (EDM ...
-
Cấu Tạo Của Máy Gia Công Tia Lửa điện - Thietbihitech
-
Máy EDM CNC - Máy Xung điện EDM - Máy Gia Công Tia Lửa điện
-
Gia Công Bằng Phương Pháp Xung điện EDM
-
May Edm Là Gì
-
Công Nghệ EDM - Gia Công Bằng Tia Lửa Điện - Cammech