Độ Bóng Bề Mặt Là Gì? Và Những Điểm Cần Lưu Ý
Có thể bạn quan tâm
Độ bóng bề mặt hay chúng ta thường gọi là độ nhám bề mặt. Khi gia công tiện CNC hoặc phay CNC, bề mặt chi tiết sẽ không bằng phẳng một cách lý tưởng mà có những mấp mô trên bề mặt mà chúng ta khó có thể nhận biết bằng mắt thường.
Danh mục Đóng- Tầm quan trọng nhám bề mặt:
- Một số ví dụ về quy ước độ nhám bề mặt
Những điểm mấp mô trên bề mặt này là kết quả của quá trình biến dạng dẻo của lớp bề mặt chi tiết khi chúng ta cắt gọt lớp kim loại. Là ảnh hưởng của chuyển động khi cắt, là vết hằn của dao cụ cắt gọt cơ khí để lại trên bề mặt gia công và của nhiều nguyên nhân khác nữa…
Tầm quan trọng nhám bề mặt:
Độ nhám của bề mặt ảnh hưởng lớn đến chất lượng làm việc của chi tiết máy
Đối với những chi tiết trong mối ghép động (ổ trượt, sống dẫn, con trượt…). Bề mặt chi tiết làm việc trượt tương đối với nhau. Nên khi chi tiết có độ nhám bề mặt càng lớn thì càng khó đảm bảo hình thành màng dầu bôi trơn bề mặt trượt.
Dưới tác dụng của tải trọng các đỉnh nhám tiếp xúc với nhau gây ra hiện tượng ma sát. Dẫn đến làm giảm hiệu suất làm việc, tăng nhiệt độ làm việc của mối ghép. Tại các đỉnh tiếp xúc dễ bị biến dạng chảy phá hỏng bề mặt tiếp xúc, bề mặt làm việc nhanh bị mài mòn. Thời kỳ mòn ban đầu càng ngắn thì thời gian phục vụ của chi tiết càng giảm.
Độ nhám bề mặt càng nhỏ thì bề mặt càng nhẵn, điều giúp làm tăng khả năng chống lại sự ăn mòn. Chúng ta dễ dàng nhận thấy bề mặt càng nhẵn thì càng lâu bị gỉ.
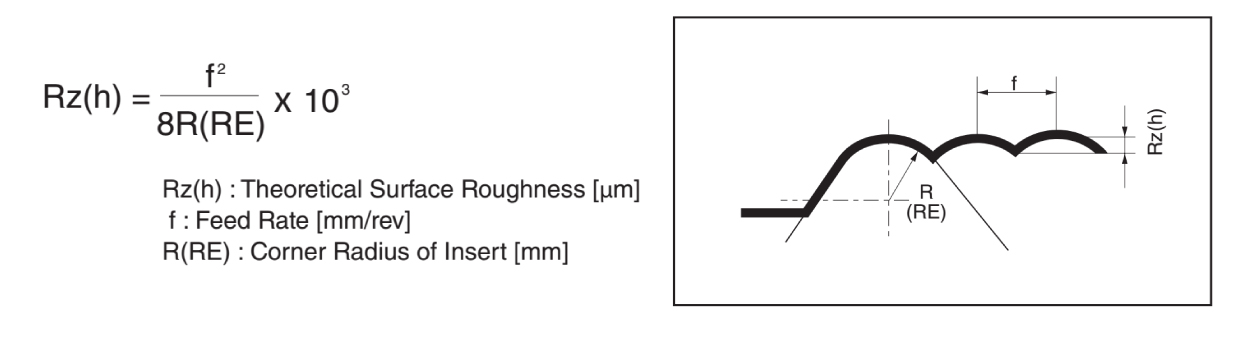
Về lý thuyết, độ nhám bề mặt khi gia công tiện chỉ ra giá trị độ nhám tối thiểu từ các điều kiện cắt, thông số gia công và nó được thể hiện bằng công thức như sau, trong đó
-
Rz(h): đơn vị tính của độ nhám bề mặt (μm)
-
f: tốc độ feed bàn - Feed rate(mm/rev)
-
RE: bán kính lưỡi dao của mảnh insert tiện - Corner Radius of Insert (mm)
Ngoài ra, nhắc đến độ nhám/độ bóng bề mặt, chúng ta thường nghĩ đến các thông số:
1. Rz: là giá trị trung bình tính bằng micron mét thu được từ khoảng cách của các đỉnh cao nhất và các điểm đáy thấp nhất trong phạm vi lấy mẫu độ dài tham chiếu ("ℓ") theo hướng đường trung tâm của đường cong bề mặt nhắm.
Rz = Rp + Rv
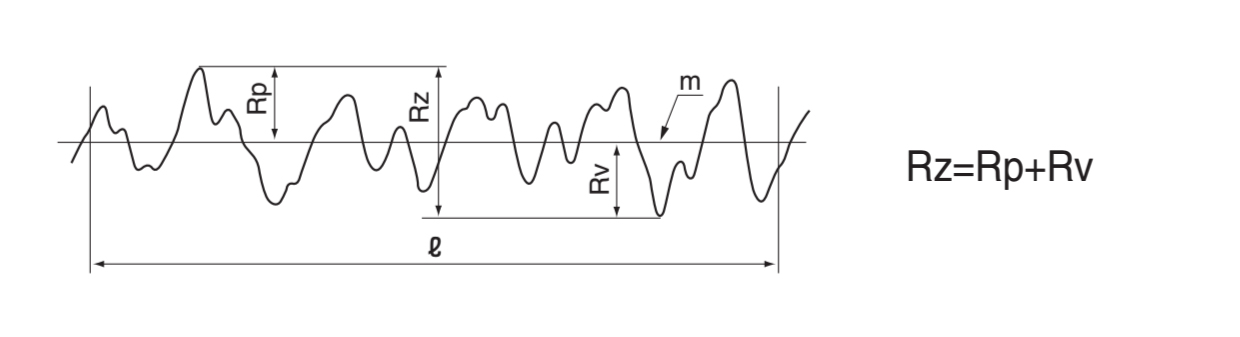
Công thức tính giá trị Rz
2. Rzjis: RzJIS là giá trị trung bình tính bằng micron mét thu được từ khoảng cách 5 đỉnh cao nhất (Yp) và5 điểm đáy thấp nhất (Yv) được đo từ đường trung tâm của đường cong bề mặt nhám bên trong phạm vi độ dài tham chiếu được lấy mẫu "ℓ".
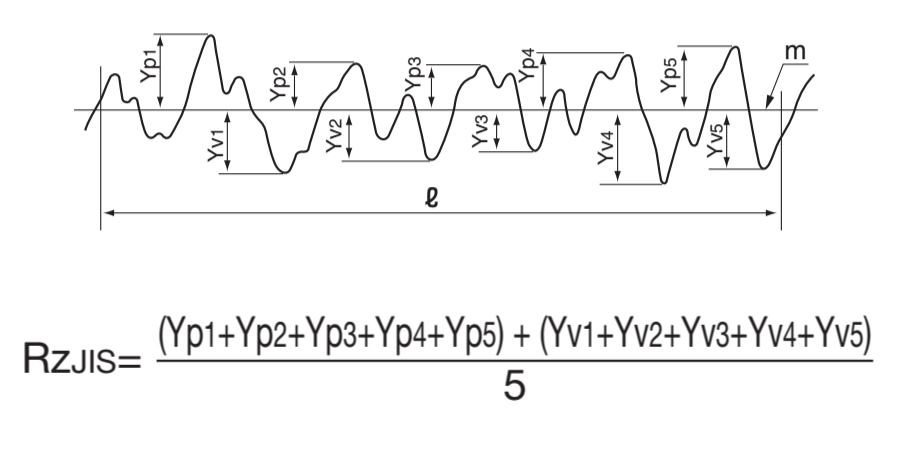
Công thức tính giá trị Rzjis
3. Ra: được lấy từ công thức sau trong micron mét, đường cong bề mặt nhám là được biểu thị bởi y = f (x), trục X nằm trong hướng của đường trung tâm và trục Y là độ phóng đại dọc của độ nhám đường cong trong phạm vi tham chiếu được lấy mẫu chiều dài "ℓ".
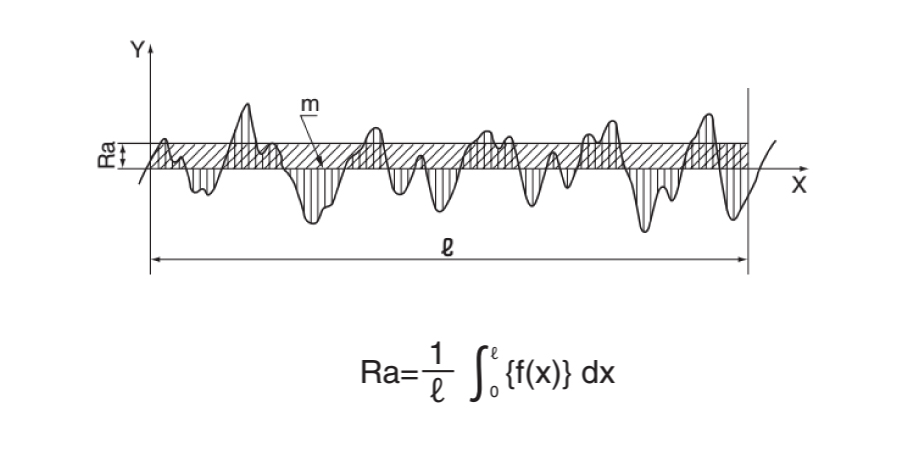
Công thức tính giá trị Ra
Các thông số Ra - Rz - Rzjis thường sẽ có mối tương quan với nhau. Và thực tế trong bản vẽ chi tiết thường sẽ có kí hiệu về độ nhám/độ bóng bề mặt
Xem bảng dưới đây để thấy mối tương quan và kí hiệu cũng như yêu cầu về độ nhám bề mặt
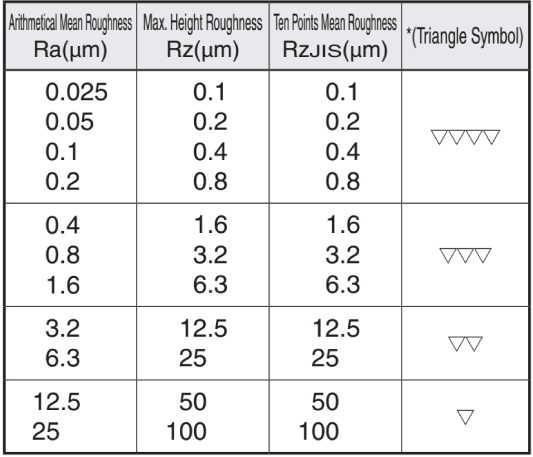
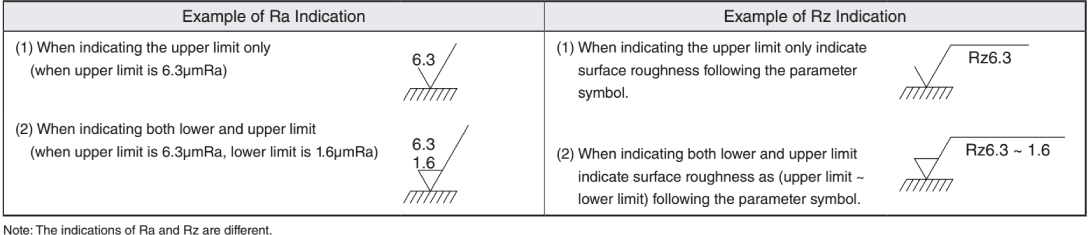
Một số ví dụ về quy ước độ nhám bề mặt
Để gia công tiện, phay các chi tiết có độ nhám/độ bóng bề mặt hay bề mặt hoàn thiện cao, có rất nhiều yếu tố ảnh hưởng
-
Chế độ cắt thực tế
-
Mảnh insert tiện/ Insert phay bạn đang sử dụng
-
Các lớp phủ (grade) của insert, dụng cụ cắt gọt sử dụng
-
Chipbreaker insert tương ứng
-
Số me cắt, góc xoắn dao của các loại dao phay ngón, dao phay cầu
Bạn có thể liên hệ Hutscom để hỗ trợ tư vấn kĩ thuật cũng như lựa chọn sản phẩm phù hợp để gia công bề mặt chi tiết đạt độ bóng như yêu cầu
Từ khóa » Cách Tính Rz
-
Cách Phân Biệt Cấp độ Nhẵn Bóng Bề Mặt Rz Và Ra
-
Tiêu Chuẩn độ Nhám Bề Mặt
-
Các Tiêu Chuẩn Và Cấp độ Của độ Nhám Bề Mặt
-
Công Thức Tính độ Nhám Bề Mặt - định-cư.vn | Năm 2022
-
TIÊU CHUẨN VỀ ĐỘ NHẴN BÓNG Ra, Rz VÀ CẤP CHÍNH XÁC
-
Ký Hiệu độ Nhám Bề Mặt - Máy Phay, Tiện CNC
-
Cách Ghi Và ý Nghĩa Của Các Thông Số độ Nhám Bề Mặt (表状).
-
Độ Bóng Bề Mặt Là Gì? Tiêu Chuẩn Và Các Cấp độ Bóng Bề Mặt
-
ĐỘ NHÁM BỀ MẶT - V
-
Cách Phân Biệt Cấp Độ Nhẵn Bóng Bề Mặt Rz Là Gì, Độ Nhám Bề ...
-
Độ Nhám Bề Mặt Tiêu Chuẩn Cần Biết - BKMech Máy CNC
-
Độ Bóng Bề Mặt Là Gì? Và Những Điểm Cần Lưu Ý | Cốp Pha Việt
-
Thông Số Chất Lượng Bề Mặt Và Cách Kiểm Tra