MÃ LỆNH G-CODE TRONG CNC LẬP TRÌNH CNC- HAVICOM.VN
Có thể bạn quan tâm
Mã lệnh G-Code trong CNC được hiểu đơn giản là ngôn ngữ lập trình cho máy tính điều khiển số (Computer Numerical Control). Sử dụng mã G-code để chỉ thị vị trí cho máy CNC đi đến đâu và cách thức di chuyển…
I. KHÁI NIỆM MÃ LỆNH G-CODE TRONG CNC
Cùng với sự ra đời và phát triển của công nghệ CNC, là sự phát triển của một loại mã lệnh được coi như ngôn ngữ của máy CNC. Mã lệnh G-Code trong CNC là ngôn ngữ lập trình chung cho hầu hết các máy CNC hiện nay, từ máy phay, máy tiện, máy cắt (laser, plasma, xung điện, nước), máy đột, chấn…Với các loại máy và hãng máy khác nhau cũng có sự khác biệt về một vài lệnh, tập lệnh, người vận hành cần tìm hiểu rõ về công nghệ, tập lệnh máy được hỗ trợ để lập trình đúng.
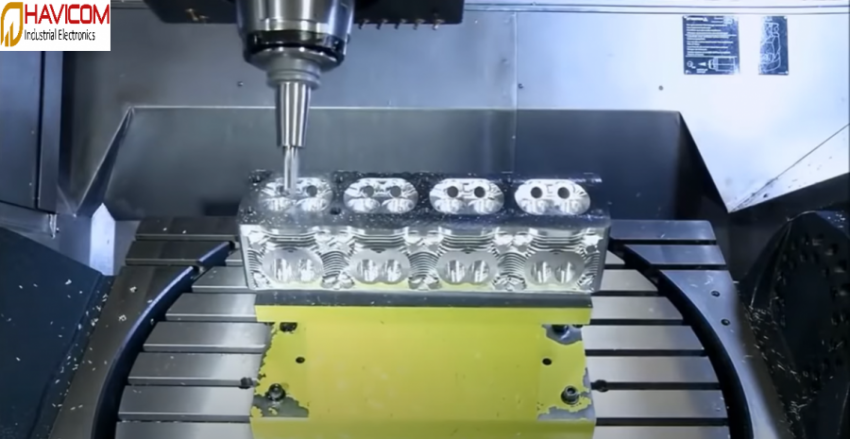
Gia công chi tiết bằng công nghệ phay cnc
Các thợ máy CNC có thể viết mã G-code từ đầu bằng tay, chỉnh sửa mã G-code hiện có trên bộ nhớ của máy CNC hoặc tạo đoạn mã G-code bằng các phần mềm lập trình gia công CAM như MasterCAM, Siemens NX, vv. Các phần mềm CAM có thể tạo mã G-code từ hình ảnh hoặc tệp CAD. Trong ngành công nghiệp CAD rộng lớn ngày nay, cũng có các chương trình chỉnh sửa CAD tự động chuyển đổi các tệp CAD thành mã G-code.
II. Ý NGHĨA MÃ LỆNH G-CODE TRONG CNC
Một dòng mã G-code điển hình khá khó hiểu đối với người mới, phải mất nhiều năm để một thợ máy CNC thành thạo ngôn ngữ. Trong khi toàn bộ ngôn ngữ được gọi là mã G-code, về mặt kỹ thuật nói “mã” chỉ nói đến một hướng dẫn duy nhất trong ngôn ngữ. Mỗi “mã” bao gồm một địa chỉ chữ cái và một số và đưa ra một hướng dẫn cụ thể cho máy.
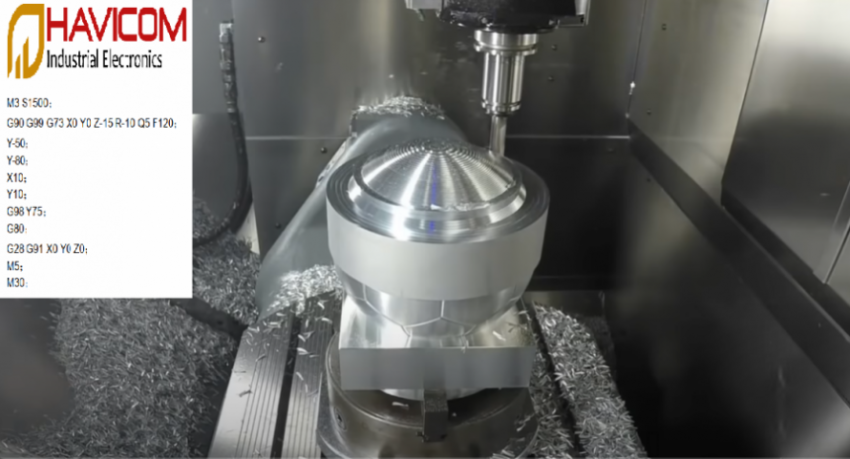
Mã lệnh G-Code trong CNC – Lập trình máy phay CNC
Hầu hết các dòng mã G-code sẽ bắt đầu bằng chữ G – do đó tại sao ngôn ngữ có tên! Điều này là do chữ G biểu thị mã chuẩn bị. Chúng báo cho máy biết loại chuyển động nào là bắt buộc hoặc sử dụng giá trị bù nào. Do đó, các mã bắt đầu bằng G hầu như luôn được tìm thấy khi bắt đầu một dòng mã G. Ví dụ: G00 (lệnh định vị dao nhanh, dụng cụ cắt sẽ di chuyển với tốc độ tối đa); G01 (lệnh nội suy cắt gọt di chuyển theo đường thẳng với tốc độ tiến dao F do người vận hành thiết lập); G02 (lệnh nội suy cắt gọt cung tròn cùng chiều kim đồng hồ) và G03 (lệnh nội suy cung tròn ngược chiều kim đồng hồ).
Không phải tất cả các Mã lệnh G-Code trong CNC đều bắt đầu bằng chữ G.
Trong khi các mã bắt đầu bằng G là cực kỳ phổ biến, tất cả 26 chữ cái của bảng chữ cái được sử dụng trong mã G. Ví dụ: S (thiết lập tốc độ quay cho trục chính); F (thiết lập tốc độ di chuyển tịnh tiến của bàn máy). Có một số điều cơ bản quan trọng khác cần biết, chẳng hạn như:
Chữ X chỉ thị sự di chuyển ngang trục X của bàn máy.
Chữ Y chỉ thị sự di chuyển dọc trục Y của bàn máy.
Chữ Z chỉ thị độ sâu di chuyển của trục Z.
Các số bên cạnh các chữ cái này xác định tọa độ di chuyển cho bàn máy.
Các bạn có thể tìm hiểu tất cả các mã lệnh G-code thường được sử dụng trong CNC.
Phân loại nhóm lệnh Mã lệnh G-Code trong CNC
-
Nhóm lệnh gia công bắt đầu bằng G: Di chuyển nhanh không dao: G00, Nội suy thẳng: G01, Nội suy cung: G02, Tiện ren: G72…
-
Nhóm lệnh thông số gia công: Gồm tốc độ ăn dao F, tốc độ trục chính S, gọi dao cụ T..
-
Nhóm lệnh liên quan thiết bị vận hành M: Bật tắt trục chính: M03, M04, Bật tắt tưới nguội: M08, M09…
-
Nhóm lệnh lựa chọn: Lựa chọn đơn vị đo: Inh: G20 hoặc G21: mm. Lựa chọn hệ tọa độ phôi: G54- G59..
III. CÁC MÃ LỆNH G-CODE DÙNG TRONG MÁY CNC
-
Các mã lệnh Mã lệnh G-Code trong CNC
| Mã lệnh | Mô tả, chức năng |
G00 | Di chuyển dao tốc độ nhanh, tốc độ này có thể cài đặt và điều chỉnh trực tiếp |
G01 | Nội suy tuyến tính đường thẳng với tốc độ ăn dao F |
G02 | Nội suy cung tròn theo chiều kim đồng hồ với tốc độ F |
G03 | Nội suy cung trong ngược kim đồng hồ ngược chiều kim đồng hồ với tốc độ F |
G04 | Thời gian dừng cuối hành trình |
G15 | Hủy chế độ nội suy theo tọa độ cực |
G16 | Chế độ nội suy theo tọa độ cực |
G17 | Chọn mặt phẳng gia công XY |
G18 | Chọn mặt phẳng gia công XZ |
G19 | Chọn mặt phẳng gia công YZ |
G20 | Hệ inch |
G21 | Hệ Milimet |
G28 | Gọi dụng cụ về điểm chuẩn R |
G30 | Trở về điểm chuẩn thứ 2, 3, 4 |
G37 | Bù trừ dao tự động theo Z |
G40 | Hủy bù trừ bán kính mũi dao |
G41 | Bù trừ bán kính mũi dao bên trái |
G42 | Bù trừ bán kính mũi dao bên phải |
G43 | Bù trừ chiều dài dao dương |
G44 | Bù trừ chiều dài dao âm |
G49 | Hủy bù trừ chiều dài dao |
G50 | Hủy khuyếch đại đường chuyển dao |
G51 | Khuyếch đại đường chạy dao |
G52 | Thiết lập hệ tọa độ phôi cục bộ |
G53 | Thiết lập hệ tọa độ máy |
G54 – G59 | Thiết lập hệ tọa độ phôi từ thứ 1 đến thứ 6 |
G60 | Định vị nhanh dụng cụ theo 1 hướng |
G61 | Chế độ dừng chính xác |
G62 | Tự động giảm tốc tại góc nhọn giữa 2 đường |
G63 | Chế độ taro bình thường |
G65 | Gọi chương trình macro |
G66 | Gọi chương trình macro modal |
G67 | Hủy gọi chương trình macro modal |
G68 | Xoay hệ tọa độ |
G73 | Chu trình khoan bẻ phôi |
G74 | Chu trình taro ren trái |
G76 | Chu trình doa tinh lỗ |
G80 | Hủy chu trình khoan lỗ |
G81 | Chu trình khoan mồi |
G82 | Chu trình khoan có thời gian dừng ở đáy lỗ |
G83 | Chu trình khoan sâu |
G84 | Chu trình taro ren phải |
G85 | Chu trình doa lỗ và lùi dao ra với với tốc độ tiến dao F |
G86 | Chu trình doa lỗ và lùi dao nhanh ra ngoài mà trục chính ngưng quay |
G87 | Chu trình doa mặt sau lỗ |
G88 | Chu trình doa lùi dao bằng tay |
G89 | Chu trình doa có dừng ở đáy lỗ |
G90 | Lập trình tuyệt đối |
G91 | Lập trình tương đối |
G92 | Thiết lập góc tọa độ từ vị trí hiện tại của dụng cụ |
G94 | Đơn vị ăn dao trên phút |
G95 | Đơn vị ăn dao trên vòng |
G96 | Tốc độ cắt mặt không đổi (met/phút) |
G97 | Hủy tốc độ cắt mặt không đổi (vòng/phút) |
G98 | Lùi dao đến cao độ xuất phát trong các chu trình gia công lỗ |
G99 | Lùi dao đến cao độ an toàn R trong các chu trình gia công lỗ |
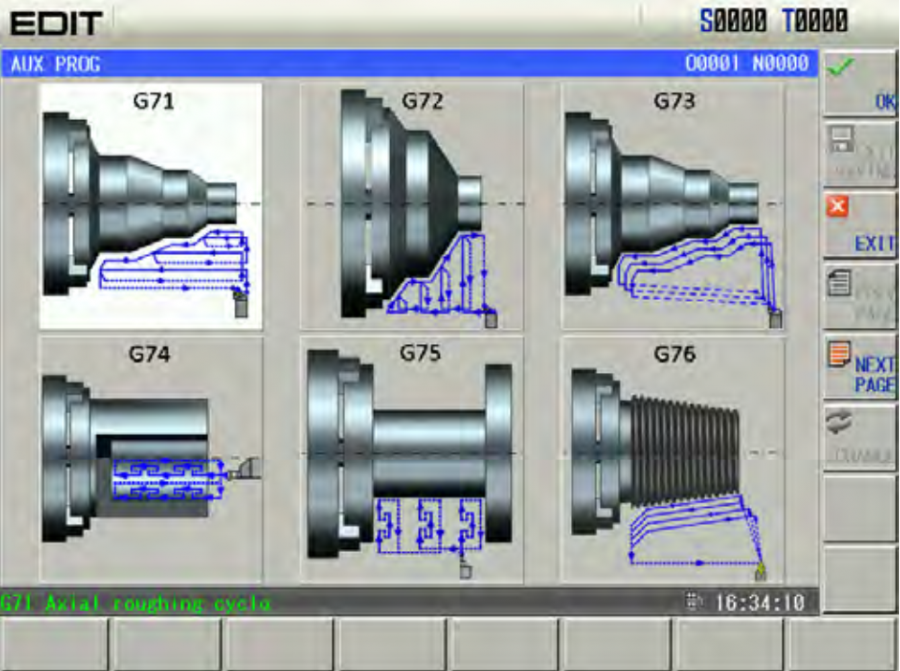
Biên dạng của một số chu trình tiện của hệ điều khiển CNC GSK 980TDi
-
Các mã lệnh M dùng trong máy phay CNC
Mã lệnh | Mô tả chức năng. |
M0 | Dừng chương trình. |
M1 | Dừng kèm theo lựa chọn (thay dao chẳng hạn). |
M2 | Hết chương trình. |
M3/M4 | Bật động cơ trục chính- chiều quay Thuận (M03), quay Ngược (M04) chiều kim đồng hồ |
M5 | Dừng động cơ trục chính |
M6 | Thay dao bằng tay hoặc tự động |
M7 | Bật phun sương làm mát |
M8 | Bật dung dịch làm mát |
M9 | Tắt dung dịch làm mát |
M30 | Hết chương trình, quay lại điểm đầu chương trình |
M47 | Chạy chương trình từ dòng lệnh đầu tiên |
M48 | Cho phép ghi đè tốc độ trục chính và tốc độ căt |
M49 | Tắt ghi đè tốc độ trục chính và tốc độ cắt |
M98 | Gọi chương trình con |
M99 | Kết thúc chương trình con, trở về chương trình chính |
-
Các kí tự chỉ thông số
Kí tự | Mô tả chức năng |
A | Góc tọa độ trục A. |
B | Góc tọa độ trục B. |
C | Góc tọa độ trục C. |
D | Giá trị bù bán kính dao. |
F | Tốc độ chạy dao khi cắt (mm/phút). |
IJK | Độ lệch tương đối với tọa độ XYZ |
H | Bù chiều cao (Z) của dao cắt (trong bảng thay dao, đơn vị mm) |
N | Đánh số thứ tự đầu dòng |
O | Nhãn chương trình con. |
P | Dừng tạm thời chuyển động của các trục gia công theo ms hoặc s |
Q | Độ sâu của một lần khoan nhấp hoặc số lần lặp lại chương trình con. |
R | Tọa độ rút dao về trong các câu lệnh khoan. |
S | Tốc độ quay trục chính (đơn vị vòng/phút) |
T | Số hiệu dao cụ |
XYZ | Tọa độ decac của đầu dao |
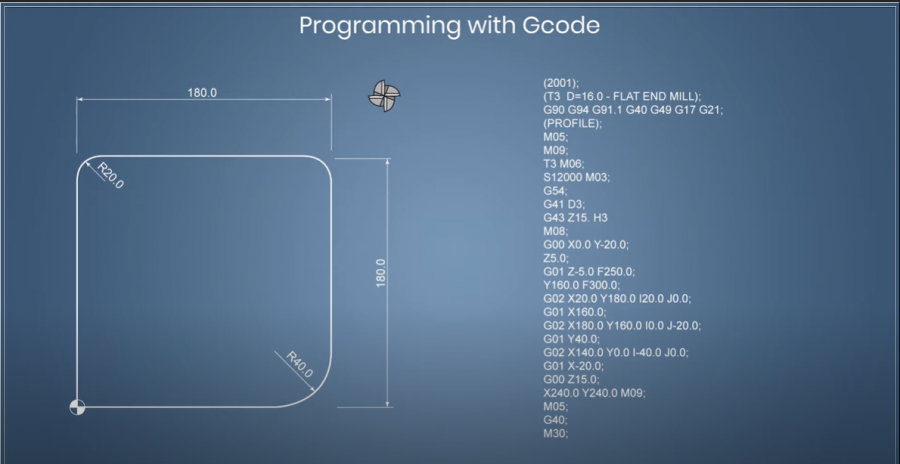
Một chương trình CNC sử dụng tập các lệnh G-Code để gia công theo biên dạng.
Từ khóa » Cách Dùng Gcode
-
Hướng Dẫn Sử Dụng G-Code | Lập Trình CNC
-
[Hướng Dẫn] Cách Sử Dụng: G-Code Giảm Giá
-
Các Lệnh G-Code Và M-Code Thường Dùng - Máy Nghề Mộc
-
G-Code Là Gì? Các Mã Lệnh Dùng Cho Máy CNC
-
G-code Là Gì? Hướng Dẫn Sử Dụng G-code CNC - Cammech
-
Mã Lệnh G-code Trên In3D (Hiểu Cách Viết Và Tối ưu) | Việt Machine
-
Hướng Dẫn Sử Dụng Tạo File Gcode Khắc CNC Dùng ... - YouTube
-
Hiểu Chi Tiết Hơn Về G-Code Và Cách Chỉnh Sửa
-
Hướng Dẫn Dùng G-code Lập Trình Mát Cắt Xốp để Bàn
-
Hướng Dẫn Sử Dụng Tạo File Gcode Khắc CNC Dùng ... - AbcGenZ
-
Các Mã Lệnh G Code Trên Máy Haas - Lập Trình CNC
-
G-Code 3D Printer File
-
Hướng Dẫn Sử Dụng Phần Mềm Inkscape để Tạo Gcode Khi Khắc Laser
-
G-Code Là Gì? ý Nghĩa Lệnh G-Code Và M-Code Trong Máy CNC