SPC-Control Chart Biểu đồ Xbar-R
Blog này nhằm mục đích trao đổi kinh nghiệm về Quản lý chất lượng và kiến thức về 6Sigma.
| Trang chủ | 6Sigma | Chất lượng | Khóa Học Trả Phí | Khóa học Miễn Phí | Diễn đàn trên Facebook | Tài nguyên |
Tìm kiếm (search)
Thứ Năm, 27 tháng 7, 2017
SPC-Control Chart Biểu đồ Xbar-R
Trong bài này chúng ta cùng tìm hiểu về phương pháp tính toán và vẽ biểu đồ Xbar-R Chọn biểu đồ Xbar-R Chart 1. Copy dữ liệu này và Paste vào Excel (paste Special Unicode text)
1. Copy dữ liệu này và Paste vào Excel (paste Special Unicode text)
|

 Ta có thể thấy giá trị trung bình có điểm Day6 là vượt ra ngoài LCL của X các điểm khác cơ bản là nằm trong vùng UCL và LCL, đối với Range tất cả đều nằm trong vùng UCL-LCL. Ta thay đổi một chút cho nhóm mẫu số 1 như sau
Ta có thể thấy giá trị trung bình có điểm Day6 là vượt ra ngoài LCL của X các điểm khác cơ bản là nằm trong vùng UCL và LCL, đối với Range tất cả đều nằm trong vùng UCL-LCL. Ta thay đổi một chút cho nhóm mẫu số 1 như sau | Day1 |
| 220 |
| 140 |
| 159 |
| 162 |
| 161 |
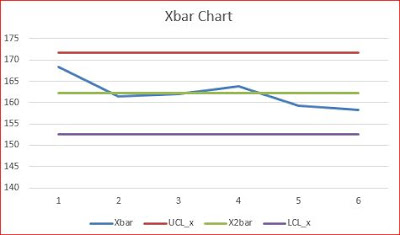 Xbar không thể hiện được sự bất thường của nhóm dữ liệu Day 1, nhưng biểu đồ Range đã cho ta thấy rằng nhóm Day1 có sự dao động RẤT LỚN (vút lên) khỏi đường giới hạn kiểm soát UCL và LCL của Range. Đó chính là lý do mà Chủ nghĩa bình quân không phải lúc nào cũng phản ánh đúng thực tế quá trình.
Xbar không thể hiện được sự bất thường của nhóm dữ liệu Day 1, nhưng biểu đồ Range đã cho ta thấy rằng nhóm Day1 có sự dao động RẤT LỚN (vút lên) khỏi đường giới hạn kiểm soát UCL và LCL của Range. Đó chính là lý do mà Chủ nghĩa bình quân không phải lúc nào cũng phản ánh đúng thực tế quá trình.  Chú ý: Việc vẽ biểu đồ bằng Excel này dễ dàng và có thể thêm nhóm dữ liệu mới liên tục, bạn có thể vẽ biểu đồ này với khởi đầu từ 1 đến 2 nhóm dữ liệu. Tuy nhiên theo khuyến cáo thì các bạn không đánh giá quá trình khi số mẫu nhỏ như vậy (nếu nó không có sự dao động quá bất thường như ví dụ trên thì các bạn sẽ Đánh giá quá trình bằng biểu đồ kiểm soát khi bạn có 20 nhóm trở lên). Mọi trao đổi các bạn hãy comment 4. Bảng các hằng số trong control chart
Chú ý: Việc vẽ biểu đồ bằng Excel này dễ dàng và có thể thêm nhóm dữ liệu mới liên tục, bạn có thể vẽ biểu đồ này với khởi đầu từ 1 đến 2 nhóm dữ liệu. Tuy nhiên theo khuyến cáo thì các bạn không đánh giá quá trình khi số mẫu nhỏ như vậy (nếu nó không có sự dao động quá bất thường như ví dụ trên thì các bạn sẽ Đánh giá quá trình bằng biểu đồ kiểm soát khi bạn có 20 nhóm trở lên). Mọi trao đổi các bạn hãy comment 4. Bảng các hằng số trong control chart | Subgroup Size (n) | A2 | D3 | D4 | d2 |
| 2 | 1.880 | 0 | 3.267 | 1.128 |
| 3 | 1.023 | 0 | 2.574 | 1.693 |
| 4 | 0.729 | 0 | 2.282 | 2.059 |
| 5 | 0.577 | 0 | 2.114 | 2.326 |
| 6 | 0.483 | 0 | 2.004 | 2.534 |
| 7 | 0.419 | 0.076 | 1.924 | 2.704 |
| 8 | 0.373 | 0.136 | 1.864 | 2.847 |
| 9 | 0.337 | 0.184 | 1.816 | 2.970 |
| 10 | 0.308 | 0.223 | 1.777 | 3.078 |
| 11 | 0.285 | 0.256 | 1.774 | 3.173 |
| 12 | 0.266 | 0.284 | 1.716 | 3.258 |
| 13 | 0.249 | 0.308 | 1.692 | 3.336 |
| 14 | 0.235 | 0.329 | 1.671 | 3.407 |
| 15 | 0.223 | 0.348 | 1.652 | 3.472 |
| 16 | 0.212 | 0.364 | 1.636 | 3.532 |
| 17 | 0.203 | 0.379 | 1.621 | 3.588 |
| 18 | 0.194 | 0.392 | 1.608 | 3.640 |
| 19 | 0.187 | 0.404 | 1.596 | 3.689 |
| 20 | 0.180 | 0.414 | 1.586 | 3.735 |
| 21 | 0.173 | 0.425 | 1.575 | 3.778 |
| 22 | 0.167 | 0.434 | 1.566 | 3.819 |
| 23 | 0.162 | 0.443 | 1.557 | 3.858 |
| 24 | 0.157 | 0.452 | 1.548 | 3.895 |
| 25 | 0.153 | 0.459 | 1.541 | 3.931 |
7 nhận xét:
 Unknownlúc 19:26 19 tháng 12, 2018
Unknownlúc 19:26 19 tháng 12, 2018Tại sao người ta không dùng Xbar-S nhỉ, nó sẽ chính xác hơn.
Trả lờiXóaTrả lời- Viet Nguyenlúc 06:19 9 tháng 1, 2019
You are right, You can do it as that way. Có thể trước kia tính toán bằng tay thì STDEV sẽ khó khăn nên người ta tính Sigma theo Rbar/d2, Bây giờ máy tính rồi, làm được thôi.
XóaTrả lời- Trả lời
Trả lời
- Thành Quânlúc 01:48 2 tháng 8, 2019
Cho em hỏi UCL & LCL mình có tự đưa ra được không hay phải buộc dựa vào dữ liệu và tuân theo phân phối chuẩn để có ạ ?
Trả lờiXóaTrả lời- Viet Nguyenlúc 06:59 20 tháng 8, 2019
UCL và LCL sẽ tự tính ra theo công thức để nó có giá trị tương ứng +/- 3Sigma. Hoàn toàn dựa trên dữ liệu mà tính ra.
XóaTrả lời- Trả lời
Trả lời
- Hoa74@lúc 19:15 27 tháng 9, 2019
Nếu SubgroupSize (n) lớn hơn 25 thì các giá trị A2D3D4d2 sẽ lấy bằng bao nhiêu nhỉ mọi người ơi?
Trả lờiXóaTrả lời- Viet Nguyenlúc 06:25 30 tháng 9, 2019
Sample size lớn thì dùng Xbar-S chart và tính một số hằng số theo công thức. http://tieuchuanchatluong.blogspot.com/p/tai-nguyen.html
XóaTrả lời- Trả lời
Trả lời
- Unknownlúc 00:32 20 tháng 10, 2020
Chào anh !Range chart đang bị vượt ngoài tiêu chuẩn, như vậy có bị ảnh hưởng gì tới quá trình không ạ, có phải xem xét hay đưa ra cải tiến cho vấn đề này không ạ, thông tin lại giúp em, cảm ơn anh !
Trả lờiXóaTrả lời- Trả lời
ĐÂY LÀ CÁC KHÓA HỌC MÌNH ĐANG GIẢNG NHÉ
- KHÓA HỌC ONLINE: PHÂN TÍCH HỆ THỐNG ĐO LƯỜNG- MSA (theo AGIGA 4th)
Quản trị
Viet Nguyen Xem hồ sơ hoàn chỉnh của tôiTổng số lượt xem trang
-
 SPC-Control Chart Biểu đồ Xbar-R Trong bài này chúng ta cùng tìm hiểu về phương pháp tính toán và vẽ biểu đồ Xbar-R Chọn biểu đồ Xbar-R Chart 1. Copy dữ liệu này và P...
SPC-Control Chart Biểu đồ Xbar-R Trong bài này chúng ta cùng tìm hiểu về phương pháp tính toán và vẽ biểu đồ Xbar-R Chọn biểu đồ Xbar-R Chart 1. Copy dữ liệu này và P... - Báo cáo 8D Hiện nay việc áp dụng các công cụ triển khai phân tích cải tiến vấn đề tồn đọng đang được nhiều công ty áp dụng, trong đó có công cụ 8D, 8 ...
- Hiểu thế nào về DPPM (or PPM) và DPMO Trong 6Sigma chúng ta thường thấy có 2 đại lượng là PPM (đôi khi gọi là DPPM, Defective Part Per Million) và DPMO (Defect Per Million Opport...
-
 SPC Cpk Excel Template_Bảng tính Cpk trên Excel Trong các công cụ kiểm soát chất lượng không thể thiếu một công cụ mà tính phổ biến của nó rất cao đó là SPC/CPK Mình đã lập ra một bảng t...
SPC Cpk Excel Template_Bảng tính Cpk trên Excel Trong các công cụ kiểm soát chất lượng không thể thiếu một công cụ mà tính phổ biến của nó rất cao đó là SPC/CPK Mình đã lập ra một bảng t... -
 SPC Control Chart Interpreting - Đọc hiểu biểu đồ kiểm soát Trong bài này chúng ta cùng bàn về việc đọc và hiểu biểu đồ kiểm soát. Trong thực tế không phải lúc nào bạn cũng nhận được cùng một kế...
SPC Control Chart Interpreting - Đọc hiểu biểu đồ kiểm soát Trong bài này chúng ta cùng bàn về việc đọc và hiểu biểu đồ kiểm soát. Trong thực tế không phải lúc nào bạn cũng nhận được cùng một kế... -
SPC-Process Capability Cp, Cpk (Các chỉ số Cp, Cpk) Trong bài thứ 3 này, Chúng ta cùng tìm hiểu Cp là gì?, Cpk là gì? Tại sao người ta lại lấy Cpk làm chỉ số năng lực quá trình. Trong bài này...
-
 Measurement System Analysis_Gage R&R Average-Range Method_Gage Repeatability và Reproducibility bằng Excel Trong bài này tôi giới thiệu với các bạn về phương pháp tính Gage RR theo Average và Range, tính toán trên excel để các bạn có thể làm cho m...
Measurement System Analysis_Gage R&R Average-Range Method_Gage Repeatability và Reproducibility bằng Excel Trong bài này tôi giới thiệu với các bạn về phương pháp tính Gage RR theo Average và Range, tính toán trên excel để các bạn có thể làm cho m... -
 MEASUREMENT SYSTEM ANALYSIS _MSA _PHÂN TÍCH HỆ THỐNG ĐO LƯỜNG Trong bài này, chúng ta cùng tìm hiểu công cụ MSA là gì? - MSA là một công cụ do tổ chức AIAG tạo ra dùng cho ngành công nghiệp Ô tô, Tu...
MEASUREMENT SYSTEM ANALYSIS _MSA _PHÂN TÍCH HỆ THỐNG ĐO LƯỜNG Trong bài này, chúng ta cùng tìm hiểu công cụ MSA là gì? - MSA là một công cụ do tổ chức AIAG tạo ra dùng cho ngành công nghiệp Ô tô, Tu... -
 Phân tích năng lực quá trình_Phân tích năng lực hiện tại của quá trình_Pp, Ppk Trong bài này chúng ta cùng tìm hiểu về Phân tích năng lực quá trình _phần phân tích năng lực hiện tại của quá trình_Process Performance Pp ...
Phân tích năng lực quá trình_Phân tích năng lực hiện tại của quá trình_Pp, Ppk Trong bài này chúng ta cùng tìm hiểu về Phân tích năng lực quá trình _phần phân tích năng lực hiện tại của quá trình_Process Performance Pp ...
Bài đăng phổ biến
- SPC-Control Chart Biểu đồ Xbar-R Trong bài này chúng ta cùng tìm hiểu về phương pháp tính toán và vẽ biểu đồ Xbar-R Chọn biểu đồ Xbar-R Chart 1. Copy dữ liệu này và P...
- Báo cáo 8D Hiện nay việc áp dụng các công cụ triển khai phân tích cải tiến vấn đề tồn đọng đang được nhiều công ty áp dụng, trong đó có công cụ 8D, 8 ...
- Hiểu thế nào về DPPM (or PPM) và DPMO Trong 6Sigma chúng ta thường thấy có 2 đại lượng là PPM (đôi khi gọi là DPPM, Defective Part Per Million) và DPMO (Defect Per Million Opport...
- SPC Cpk Excel Template_Bảng tính Cpk trên Excel Trong các công cụ kiểm soát chất lượng không thể thiếu một công cụ mà tính phổ biến của nó rất cao đó là SPC/CPK Mình đã lập ra một bảng t...
- SPC Control Chart Interpreting - Đọc hiểu biểu đồ kiểm soát Trong bài này chúng ta cùng bàn về việc đọc và hiểu biểu đồ kiểm soát. Trong thực tế không phải lúc nào bạn cũng nhận được cùng một kế...
-
- Measurement System Analysis_Gage R&R Average-Range Method_Gage Repeatability và Reproducibility bằng Excel Trong bài này tôi giới thiệu với các bạn về phương pháp tính Gage RR theo Average và Range, tính toán trên excel để các bạn có thể làm cho m...
- MEASUREMENT SYSTEM ANALYSIS _MSA _PHÂN TÍCH HỆ THỐNG ĐO LƯỜNG Trong bài này, chúng ta cùng tìm hiểu công cụ MSA là gì? - MSA là một công cụ do tổ chức AIAG tạo ra dùng cho ngành công nghiệp Ô tô, Tu...
- Phân tích năng lực quá trình_Phân tích năng lực hiện tại của quá trình_Pp, Ppk Trong bài này chúng ta cùng tìm hiểu về Phân tích năng lực quá trình _phần phân tích năng lực hiện tại của quá trình_Process Performance Pp ...
Từ khóa » X-r Chart Là Gì
-
Biểu đồ Xbar-R - Nguyen's Blog
-
Vẽ Biểu đồ Kiểm Soát (Control Chart) X - R Trên Excel - YouTube
-
Định Nghĩa Xbar And R Control Chart Là Gì?
-
Cách Vẽ Biểu đồ Xbar R - Blog Của Thư
-
X R Chart Hướng Dẫn Vẽ Biểu đồ - 123doc
-
Vẽ Biểu đồ Kiểm Soát Chất Lượng- Control Chart | Trí Phúc
-
Xbar-s Control Charts - Huỳnh Thanh Việt
-
Biểu đồ Kiểm Soát Chất Lượng (Quality Control Chart) Là Gì? Đặc điểm
-
[PDF] BÀI 4 CÔNG CỤ QUẢN LÝ CHẤT LƯỢNG - Topica
-
Biểu đồ Kiểm Soát (Control Chart) Là Gì? Ý Nghĩa Và Cấu ... - VietnamBiz
-
X R Chart Biểu đồ Chất Lượng 7 QC Tool - Masothuecongty