Những Chu Trình Gia Công - Kỹ Thuật Chế Tạo
Có thể bạn quan tâm
Để đơn giản hóa việc lập trình phần lớn các hệ điều khiển máy phay có chứa các chu trình gia công như sau: khoan và khoan lỗ sâu, cắt ren và doa, phay rãnh, phay hốc và phay hốc dạng tròn. Chu trình có thể được gọi đến ở bất kì điểm nào, ở một vài hệ điều khiển nó cũng được gọi đến vòng tròn lỗ (Hình 1).
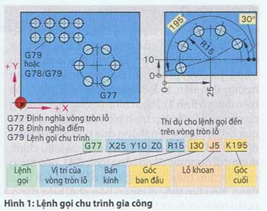
Nếu lệnh gọi và định nghĩa xuất hiện trong một câu lệnh, dụng cụ phải được định vị trước đó tại điểm xuất phát của chu trình. Khi chu trình được thực hiện xong, dụng cụ quay trở về điểm xuất phát. Những chu trình được trình bày ở đây giống nhau về trình tự ở phẩn lớn các hệ điểu khiển, nhưng khi lập trình lại lệ thuộc vào hệ điều khiển. Để hiểu những thí dụ tiếp theo đây, những định dạng riêng biệt lệ thuộc vào hệ điều khiển được trình bày (sắp xếp thứ tự những địa chỉ cần thiết).
Chu trình khoan (Hình 2)
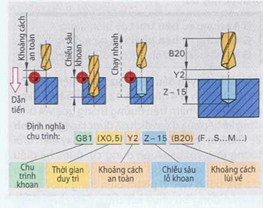
Với lệnh gọi của chu trình khoan, mũi khoan chạy nhanh đến khoảng cách an toàn đã được lập trình trên mặt phẳng gia công.
Sau khi dẫn tiến vào đến độ sâu lỗ khoan và duy trì một thời gian, mũi khoan đi trở về với vận tốc nhanh đến khoảng cách an toàn đã được lập trình. Một khoảng cách lùi về lớn hơn có thể đạt được qua việc lập trình với chữ -B, để có thể chạy qua thiết bị kẹp không nguy hiểm cho lần điều chỉnh kế tiếp hoặc mặt phẳng gia công cao hơn.
Chu trình phay hốc hình chữ nhật (Hình 3)
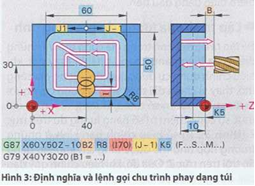
Chuyển động dẫn tiến xuống dưới sâu bắt đầu ở tâm điểm của túi. Nó được thực hiện với nửa trị số của vận tốc dẫn tiến đã lập trình. Kích thước của túi được thiết lập với X,Y và z. B là khoảng cách an toàn. R là bán kính góc túi. Báo lỗi xảy ra, khi bán kính dụng cụ lớn hơn bán kính góc túi. Bề rộng cắt của dao phay ở % của đường kính được cho biết với L. Không có chữ J hoặc J có nghĩa là phay cùng chiểu, -J là phay ngược chiều. Độ sâu lớp cắt được lập trình với K. Khi chu trình được gọi với G 79, như thế vòng quay của túi chung quanh góc
o. có thể xảy ra với lập trình của BI = a.
Từ khóa » Chu Trình Phay Hốc Tròn
-
Lệnh Về Chu Trình Phay – Lập Trình Vận Hành Máy CNC
-
Các Chu Trình Thường Dùng Khi Gia Công - Phần Mềm Kỹ Thuật
-
Chu Trình Phay Hốc PocKet Trên Máy Phay CNC 3 Trục - YouTube
-
Hướng Dẫn Viết Tay CNC Phay Hốc ( Pocket ) Kín 1 - YouTube
-
Những Chu Trình được Sử Dụng Phổ Biến Trên Máy Phay CNC
-
Chương Trình Phay CNC Cơ Bản Cho Người Mới Bắt đầu
-
Bài Tập Lập Trình Phay CNC Cơ Bản Có Lời Giải - Cammech
-
Phay Hai Hốc Trên Và Dưới Phay Hốc Tròn ở Giữa Phơi - Tài Liệu Text
-
Bài Tập Lập Trình Phay CNC Cơ Bản Có Lời Giải
-
[PDF] Chương Trình Phay CNC được Viết Như Sau (6 đ) 1. Phiếu Công ...
-
Chu Trình Gia Công. - Chơng Trình Gia Công đờng Xoắn ốc. - 123docz ...
-
Lập Trình Phay Tiện CNC - Full Bảng Mã Code - Ứng Dụng Máy Tính
-
Giải Thích Chương Trình Macro NC Của FANUC Cho Người Bắt đầu Từ ...