Quy Trình Công Nghệ Gia Công Tiện Trụ Trơn ...
Có thể bạn quan tâm

Nội dung bài viết
- Quy trình công nghệ gia công tiện trụ trơn - Cách lựa chọn chế độ cắt khi tiện
- 1. Dung sai kích thước nguyên công tiện
- 2. Lựa chọn chế độ cắt khi Tiện.
- 3. Quy trình - Trình tự gia công Tiện
- Xem thêm bài viết khác
Quy trình công nghệ gia công tiện trụ trơn - Cách lựa chọn chế độ cắt khi tiện
Xin chào các bạn!
Như các bạn biết thì nguyên công tiện trong gia công cơ khí là cực kỳ phổi biến và để làm chủ được công nghệ tiện các loại chi tiết với các hình dạng khác nhau thì chúng ta cần tổng hợp và kết nối rất nhiều các kiến thức và vận dụng chúng một cách linh hoạt và đặc biệt dựa vào điều kiện cơ sở vật chất của Xưởng gia công, điều kiện máy móc, dụng cụ cắt để tính toán đưa ra các lựa chọn thông số cắt phù hợp nhất. Và điều quan trọng không thể thiếu đó là yếu tố Kinh nghiệm, từ kinh nghiệm thực tế sẽ giúp chúng ta đưa ra các phương pháp gia công, quy trình công nghệ phù hợp nhất.
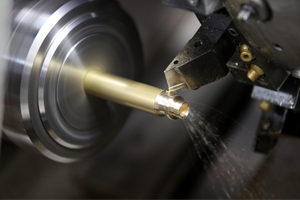
Chính vì thế, Hôm nay mình xin chia sẻ một số kiến thức cơ bản về Phương pháp gia công tiện trụ trơn, với chi tiết được gá trên mâp cặp ba chấu. Và cách lựa chọn chế độ cắt (s, v , t) đối với nguyên công tiện.
Vậy để thực hiện tốt nguyên công tiện thì việc quan trọng đầu tiên không thể thiếu đó là Phân tích chức năng và điều kiện làm việc của chi tiết, vật liệu của chi tiết, kết cấu của chi tiết, và yêu cầu kỹ thuật của chi tiết ... để từ đó đưa ra phương pháp gia công và lập quy trình công nghệ gia công chi tiết đó. Việc lập quy trình công nghệ hợp lý sẽ rút ngắn thời gian gia công, đảm bảo năng xuất và hiệu quả kinh tế cao.
Sau đây mình đưa ra một số kiến thức cơ bản nhất của quá trình tiện trụ trơn với chi tiết gá trên mâm cặp ba chấu
1. Dung sai kích thước nguyên công tiện
* Để tra dung sai kích thước các nguyên công dựa vào cấp chính xác kinh tế của các phương pháp gia công.
- Với tiện thô: Cấp chính xác 12 (H12 với lỗ, h12 với trục)
- Với tiện tinh: cấp chính xác 7 (H7 với lỗ, h7 với trục)
- Với tiện bán tinh: cấp chính xác 9 (H9 với lỗ, h9 với trục)
* Tra dung sai kích thước các nguyên công theo lời khuyên:
- Với mặt ngoài tra như với trục cơ sở: Miền dung sai h
- Với mặt trong tra như đối với lỗ cơ sở: Miền dung sai H
- Các kích thước nguyên công được thể hiện trên bản vẽ
2. Lựa chọn chế độ cắt khi Tiện.
* Chiều sâu cắt (t): Nếu vật gia công kém cứng vững hoặc yêu cầu độ chính xác cao và lượng dư nhiều thì cần phải tiện nhiều lớp cắt.
- Khi tiện thô chiều sâu 1 lớp cắt: t = 4 – 6 mm
- Khi tiện bán tinh: t = 2 – 4mm
- Khi tiện tinh: t = 0.5 – 2 mm
* Bước tiến dao s(mm/vòng): được lựa chọn căn cứ vào độ trơn láng bề mặt chi tiết gia công.
- Khi tiện thô chọn: s = 0,5 – 1,2mm/vòng.
- Khi tiện tinh: s = 0,2 – 0,4mm/vòng.
- Khi tiện rất tinh: s = 0,02 – 0,12 mm/vòng
* Tốc độ cắt (v): Khi tiện trụ trơn ngoài được chọn theo bảng 3(gt tiện) căn cứ vào vật liệu làm dao, vật liệu gia công và các dạng gia công thô hay là tinh.
3. Quy trình - Trình tự gia công Tiện
3.1 Gá phôi trên mân cặp
- Mở rộng chấu cặp, lồng phôi vào trong, điều chỉnh phôi để chiều dài phôi phía ngoài chấu cặp là:: Lga = L1 + (5 - 10)mm
- Kẹp chặt phôi.

3.2 Gá dao
- Gá dao tiện vào rãnh bên trái của ổ dao, chiều dài phía ngoài ổ dao khoảng (1,5 2) chiều cao cán dao.
- Điều chỉnh cho mũi dao cao ngang tâm máy bằng các tấm căn mỏng phía dưới cán dao, kẹp chặt bằng 2 vít liên tiếp.

3.3 Quá trình cắt gọt
a. Tiện khỏa mặt đầu của phôi.
- Điều chỉnh chế độ cắt cho máy, điều chỉnh ổ dao để đưa dao tiện mặt đầu vào vị trí cắt gọt.
- Mở máy quay thuận, điều chỉnh bàn dao để mũi dao tiếp xúc vào mặt đầu phôi, quay bàn dao ngang đưa dao ra khỏi mặt trụ phôi, điều chỉnh bàn dao dọc hoặc bàn trượt dọc phụ để lấy chiều sâu cắt t, điều chỉnh bàn dao ngang đi vào cắt gọt bằng tay hoặc bằng tự động tiến ngang. Khi dao vào đến tâm, ngắt tự động và đưa bàn dao ngang ra ngoài, tắt máy.
 b. Tiện đạt kích thước D/L
b. Tiện đạt kích thước D/L
Lấy dấu chiều dài đoạn cần gia công bằng đu xích bàn xe dao, bật máy, điều chỉnh mũi dao tiếp xúc bề mặt phôi.
* Tiện thô:
- Điều chỉnh chế độ cắt, mở máy quay thuận.
- Điều chỉnh dao tiếp xúc mặt trụ cách mặt đầu phôi khoảng 5mm, điều chỉnh vạch 0 đu xích bàn dao ngang trùng vạch chuẩn.
- Lấy chiều sâu cắt t.
- Mở tự động tiến dao dọc hoặc quay bàn dao dọc bằng tay để tiện, khi dao cắt vạch dấu khoảng 1mm thì ngắt tự động tiến dọc, dùng tay điều chỉnh bàn xe dao để cắt hết chiều dài vạch dấu, điều khiển dao ra xa phôi, tắt máy.
- Đo kích thước đường kính và kích thước chiều dài vừa gia công. Tiếp tục thực hiện điều chỉnh máy cắt gọt tương tự như trên đến khi tiện hết lượng dư cắt thô.
* Tiện bán tinh và tiện tinh:
- Điều chỉnh chế độ cắt cho tiện bán tinh và tiện tinh, sau đó lấy chiều sâu cắt và tiến hành tiện theo phương pháp như tiện thô cho tới khi đạt được kích thước đường kính và chiều dài.
=> Chú ý: Khi tiện tinh, để tránh tiện sai kích thước đường kính nên sử dụng phương pháp cắt thử:

* Phương pháp cắt thử:
- Khi điều khiển dao cắt gọt ở lát cắt tinh, ta không để dao tiện hết chiều dài mà tiện khoảng 3-5 mm rồi tắt tự động tiến dọc, giữ nguyên bàn dao ngang, điều khiển bàn dao dọc ra ngoài, tắt máy.
- Đo kích thước đường kính vừa tiện, nếu đúng với kích thước trên bản vẽ ta điều khiển bàn dao dọc vào cắt gọt tiếp, nếu sai với kích thước trên bản vẽ ta tính toán và điều chỉnh lại chiều sâu cắt rồi điều khiển dao cắt gọt tiếp.
c. Tiện vát cạnh.
- Điều chỉnh dao vát cạnh vào vị trí phôi cần vát cạnh sao cho lưỡi cắt chính ở khoảng giữa của cạnh cần vát, mở máy quay thuận, điều chỉnh bàn dao ngang tiến vào phôi để cắt theo chiều dài và góc vát như trên bản vẽ.
d. Kiểm tra.
- Kiểm tra các kích thước đã gia công
- Kiểm tra bề mặt gia công có đặt yêu cầu kỹ thuật hay không
Trên đây mình cũng đã vừa tổng hợp khái quát về một số kiến thức cơ bản nhất về Phương pháp gia công tiện. Cách lựa chọn miền dung sai kích thước, các yêu cầu kỹ thuật, cách lựa chọn về chế độ cắt và đặc biệt là quy trình công nghệ gia công chi tiết đối với các chi tiết dạng trục gá trên mâm cặp 3 chấu.
Xem thêm:
- Tổng hợp các dạng sai hỏng của gia công tiện - Nguyên nhân và biện pháp khắc phục
-
Công nghệ tiện cứng tổng hợp từ A-Z - Công nghệ mới của tương lai
Rất mong nhận được sự chia sẻ góp ý của các bạn để bài viết thật sự hữu ích và hoàn thiện hơn.
Cám ơn tất cả các bạn đã ghé thăm blog của mình. Chúc các bạn luôn có nhiều sức khỏe, niềm vui và hạnh phúc. Có nhiều cống hiến cho đời.
Vì một cộng đồng cơ khí phát triển, chúng ta hãy chia sẻ thật nhiều để cùng thành công các bạn nhé. Nếu các bạn muốn nhận TÀI LIỆU CƠ KHÍ MIỄN PHÍ trọng đời từ nhóm chúng mình thì Hãy nhanh tay đăng ký TẠI ĐÂY để chúng ta cùng nhau chia sẻ trao đổi kinh nghiêm thật nhiều hơn.
Mọi ý kiến đóng góp xin liên hệ dưới đây. Xin cảm ơn !
Mail: cokhithanhduy@gmail.com
Webside: Cokhithanhduy.com
Tailieucokhimienphi.com
Facebook: facebook.com/cokhithanhduy
Hotline: 0918 418 509
Xem thêm bài viết khác
 Cách lựa chọn chế độ cắt S, V, T tối ưu nhất trong gia công cơ khí chế tạo máy
Cách lựa chọn chế độ cắt S, V, T tối ưu nhất trong gia công cơ khí chế tạo máy Tài liệu thực hành kỹ thuật tiện – Giáo trình hướng dẫn thực hành gia công tiện cơ bản
Tài liệu thực hành kỹ thuật tiện – Giáo trình hướng dẫn thực hành gia công tiện cơ bản Phương pháp thiết kế dao Tiện định hình – Thiết kế dao chuốt và tính toán chế độ cắt
Phương pháp thiết kế dao Tiện định hình – Thiết kế dao chuốt và tính toán chế độ cắt Tổng hợp phân loại Máy Tiện – Các thông số kỹ thuật cơ bản của Máy gia công Tiện
Tổng hợp phân loại Máy Tiện – Các thông số kỹ thuật cơ bản của Máy gia công Tiện
Từ khóa » Tiện Trụ Trơn Ngắn
-
Bài Giảng Tiện Trụ Trơn Ngắn Gá Trên Mâm Cặp Ba Chấu - Tài Liệu Text
-
Quy Trình Công Nghệ Gia Công Tiện Trụ Trơn - Cách Lựa Chọn ... - Forums
-
Tiện Trụ Ngắn, Trụ Bậc Trụ Dài L =10d | Xemtailieu
-
Tiện Trụ Trơn. - YouTube
-
Bài Giảng Tiện Cơ Bản: Bài 8 - Tiện Trụ Trơn Ngoài - TailieuXANH
-
[PDF] Giáo Trình Cắt Gọt Kim Loại Tiện Trụ Ngắn, Trụ Bậc, Trụ Dài
-
Giáo Trình Tiện Trụ Ngắn, Trụ Bậc, Trụ Dài L ~ 10d (Nghề - TaiLieu.VN
-
Giáo Trình Tiện Trụ Ngắn, Trụ Bậc, Trụ Dài L ~ 10d (Nghề: Công Nghệ ...
-
[PDF] Bài Giảng Tiện Cơ Bản: Bài 8 - Tiện Trụ Trơn Ngoài - 5pdf
-
Bài Giảng Tiện Cơ Bản: Bài 10 - Tiện Trụ Bậc Ngắn
-
Giáo Trình Tiện Trụ Ngắn, Trụ Bậc, Trụ Dài L~10D - CĐ Cơ Giới Ninh Bình
-
[PDF] Tên Mô đun: Tiện Mặt đầu Trụ Ngắn, Tiện Rãnh Cắt đứt, Tiện Trụ Bậc, Trụ ...
-
Tiện Là Gì? đặc điểm Và Khả Năng Công Nghệ Của Tiện